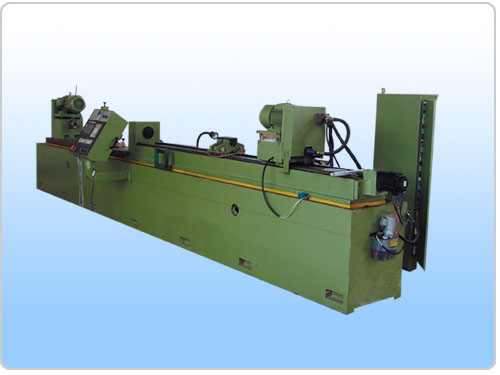
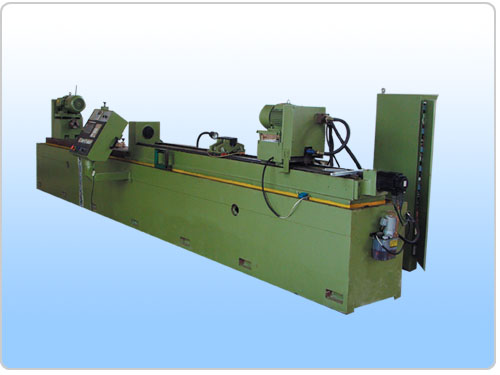
山東深孔鉆鏜床,德州深孔鉆鏜床
根據(jù)工件的長短,該產(chǎn)品選用兩種加工工件藝:短工件采用授油器授油并液壓頂緊;長工件采用由鏜桿尾部授油,四爪卡盤夾緊。授油器采用創(chuàng)新的主軸式結構形式,承重性能有很大提高,旋轉精度更高。床身導軌采用適宜深孔加工機床的雙矩形導軌,承載能力大,導向精度好;導軌經(jīng)過了淬火處理,耐磨性較高。適用于機床制造、機車、船舶、煤機、液壓、動力機械、風動機械等行業(yè)的鏜削、滾壓加工,使工件粗糙度達0.4-0.8μm。本系列深孔鏜床根據(jù)工件情況,可選擇下列幾種工作形式:1、工件旋轉、刀具旋轉和往復進給運動;2、工件旋轉、刀具不旋轉只作往復進給運動;3、工件不旋轉、刀具旋轉和往復進給運動。
一、德州鑫泰機床有限公司介紹
德州鑫泰機床有限公司具有豐富的制造深孔加工設備的經(jīng)驗,一直是國內(nèi)油缸制造企業(yè){yx}的配套廠家,生產(chǎn)缸筒內(nèi)壁刮削輥光機床 ,還生產(chǎn)深孔加工機床BTA,槍鉆等。
二、刮削輥光加工特點
? 具備對缸筒內(nèi)孔實現(xiàn)粗鏜,半精鏜,精鏜和滾壓一次性加工完成。生產(chǎn)效率大大提高,是傳統(tǒng)珩磨加工方法的10倍以上。達到缸筒內(nèi)壁的鏡面效果(Ra=0.03um~0.2um)。
? 由于表面層留有表面殘余壓應力,有助于表面微小裂紋的封閉,阻礙侵蝕作用的擴展,從而提高表面抗腐蝕能力,并能延緩疲勞裂紋的產(chǎn)生或擴大,因而提高缸筒疲勞強度。
? 滾壓表面能形成一層冷作硬化層,提高了缸筒內(nèi)壁的耐磨性。
? 有效避免了傳統(tǒng)磨削工藝所引起的ss。
三、刮削輥光機床(SRB)主要規(guī)格范圍
加工孔徑Φ40mm~Φ500mm
加工孔深500~15000mm
主電機功率30KW~135KW 以上規(guī)格根據(jù)客戶要求訂制;
四、加工方式
單回轉加工方式:工件固定,刀具旋轉進給加工。
1加工方式:刮削輥光機床(SRB)是刀具進給進入內(nèi)孔時先對缸筒內(nèi)孔進行粗精鏜削加工及輥壓加工、到終點空刀返回。
2加工方式:刮削輥光機床(SRB)是刀具進給進入內(nèi)孔時先對缸筒內(nèi)孔進行粗精鏜削加工、到終點返回時對內(nèi)孔進行輥壓加工。
五、聯(lián)系人:劉朕
電話:15053450957
傳真:0534—2181988 QQ:1406012567
電子郵箱:Liu085815@
網(wǎng)址http://.




 廣告
廣告