上海感達金屬制品有限公司是中國{lx1}的金屬工業服務機構,與其它加工貿易商相比,我們服務于更多名列世界500強的客戶,遍布5個以上的國家。
聯系人:林凱華
手機:17740809676
固話:021-37663088
QQ:1490442510
地址:上海市松江區鋼材城南區
作為專業的鋼鐵加工商及貿易商,我們將本地信息與全球網絡相結合,不斷跟蹤國際{zx1}鋼鐵信息,
在{zy1}的鋼材質量和感達GANDA低價的銷售策略之間求取平衡,正是感達GANDA作為品牌加工貿易商的獨到之處。與本地客戶的合作使我們與當地加工制造及房產領域保持步調一致,而這也恰恰是我們躋身當地{zj0}供貨商的關鍵。
感達GANDAT華東{zd0}的金屬工業貿易商及加工商之一,旗下擁有2個子公司,專業經營:鋼鐵貿易、有色金屬、倉儲碼頭、房產開發及金融投資等。感達GANDA已經成為了采購、加工、物流及零售等鋼鐵加工貿易領域的專家。
感達GANDA中國
我們所做的一切都圍繞著客戶--為客戶提供高質量的鋼材,穩定增加客戶的生產力。以為我們的產品和服務賦予更多的價值為遠景,致力于成為中國加工制造行業首要的鋼材與服務供貨商。
感達GANDA鋼鐵以{zd0}限度的滿足顧客需求為核心理念,通過對鋼鐵物流產業價值鏈的整合,集采購、加工、物流、零售于一體,擴展利潤空間,并在先進的管理信息系統的支持和運作下,形成1+1<2的成本優勢,以“一站式消費”模式,為客戶降低成本,創造競爭優勢,對客戶進行360度的服務。
我們將不斷匯聚國內外{zy}秀的鋼鐵企業之拳頭產品,躋身大陸金屬加工制造業及房產領域{zj0}戰略伙伴!
聯系人:林凱華
手機:17740809676
固話:021-37663088
QQ:1490442510
地址:上海市松江區鋼材城南區
目前已形成以60t超高功率電爐+LF爐外精煉+VD真空脫氣+三機三流250mm×280mm大方坯連鑄的“三位一體”和電爐+LF爐外精煉+VD真空脫氣+ESR電渣重溶雙聯工藝生產線為主體的三條冶煉生產線與五條軸承鋼鍛軋等加工生產線、其中采用電爐+LF爐外精煉+VD真空脫氣+ESR電渣重溶雙聯工藝生產的鐵路貨車用滾動軸承用鋼和高精度冷拔四、六級品、保持了國內{lx1}地位、是鐵道部指定的四家鐵路貨車軸承用鋼定點生產廠家之一、年產量占全國鐵路貨車軸承用鋼總產量的50%以上、成為SKF、FAG、鐵姆肯、安捷達公司在中國的指定供應商。
采用真空脫氣生產的軸承鋼純潔度高、氧含量≤10ppm、鈦含量≤30ppm、鎢含量≤10ppm、性能均勻、疲勞壽命高、實物質量達到國內{lx1}水平。采用電渣重熔工藝生產的鐵路貨車滾動軸承用GCr15冷拔軸承鋼2000年獲國家冶金產品實物質量金杯獎;鐵路貨車滾動軸承用G20CrNi2MoA滲碳軸承鋼2004年國家冶金產品實物質量金杯獎、2007年榮獲青海省mp產品獎。采用電渣重熔工藝生產的低氧、低鈦(Ti≤30ppm、O≤10ppm)高碳鉻軸承鋼GCr15、GCr15SiMn、GCr15SiMo、GCr18Mo大規格材、技術指標已達國內先進水平、主要用于制造風電設備的主軸軸承、增速機軸承和大型石油機械設備軸承。
生產軸承鋼牌號、規格、執行標準、寶鋼特殊鋼分公司有近40年軸承鋼生產的歷史、是國內精品軸承鋼生產基地之一。當前公司具有國際先進水平的軸承鋼專業生產線、生產工藝合理、100t超高功率直流電弧爐+LF精煉爐+VD真空脫氣爐、能提供高純、低有害元素的高清潔軸承鋼、具有保證產品表面質量的先進鋼坯表面磁粉探傷和成品材的渦流探傷設備。實物質量達到TIMKEN公司、INA公司、SKF公司要求。主要生產高碳鉻軸承鋼、中碳鉻軸承鋼、滲碳軸承鋼、不銹軸承鋼及高溫軸承鋼。
冶煉生產線采用爐底攪拌、鋼包除渣、LF爐微正壓控制、VD/VOD爐氣在線分析、鋼包示渣、連鑄液壓振動控制、M/F-EMS電磁攪拌技術等先進技術。在軋制及精整線采用Kocks高精度軋制技術、Morgen高速無扭軋制、在線控軋控冷技術、在線軋制組織性能預報、棒線材的緩冷控制技術、棒線材在線退火、正火和固溶技術、線材快速冷卻技術、在線無損檢測技術。
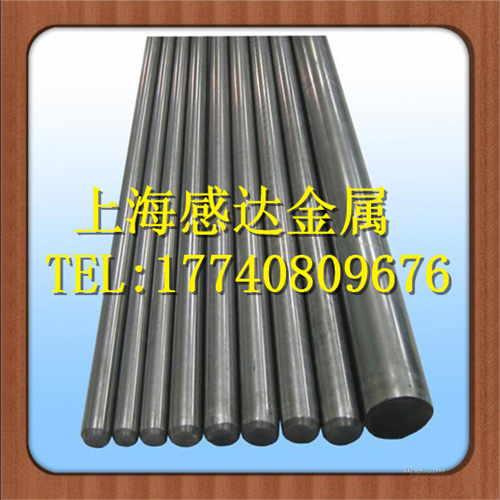
GCr9鋼是一種合金含量較少、具有良好性能、應用最廣泛的高碳鉻軸承鋼。經過淬火加回火后具有較高的硬度、均勻的組織、良好的耐磨性、高的接觸疲勞性能。該鋼冷加工塑性中等、切削性能一般、焊接性能差、對形成白點敏感性能大、有回火脆性用途用于制作各種軸承套圈和滾動體.例如:制作內燃機、電動機車、汽車、拖拉機、機床、軋鋼機、鉆探機、礦山機械、通用機械、以及高速旋轉的個高載荷機械傳動軸承的鋼球、滾子和套圈. 除做滾珠、軸承套圈等外、有時也用來制造工具、如沖模、量具
化學成分
碳 C :1.00-1.10
硅 Si:0.15-0.35
錳 Mn:0.25-0.45
鉻 Cr:0.90-1.20 鉬 Mo:≤0.08
磷 P:≤0.025
硫 S:≤0.025
鎳 Ni:≤0.25
銅 Cu:≤0.25
鎳+銅 Ni+Cu :≤0.50
力學性能
2力學性能:熱處理 :球化或軟化退火布氏硬度 (HBW) :179-207
熱處理工藝其熱處理制度為:鋼棒退火、鋼絲退火或830-840度油淬。
熱處理工藝參數:
1.普通退火:790-810度加熱、爐冷至650度后、空冷HB170-207
2.等溫退火:790-810度加熱、710-720度等溫、空冷HB207-229
3.正 火:900-920度加熱、空冷HB270-390
4.高溫回火:650-700度加熱、空冷HB229-285
5.淬 火:860度加熱、油淬HRC62-66
6.低溫回火:150-170度回火、空冷HRC61-66
7.碳氮共滲:820-830度共滲1.5-3小時、油淬、-60度至-70度深冷處理 +150度至+160回火、空冷HRC≈67
日本山陽特鋼(1)生產工藝流程及工藝特點主要工藝流程為:90tUHP電爐-LF精煉爐-RH精煉爐-連鑄(立式3流、380mm×490mm)或模鑄-初軋-三輥行星軋機或大型軋機-無損探傷-修磨-連軋機組-無損檢驗-連續爐球化退火-無損檢測-檢驗入庫。該工藝特點:電爐采用較高溫度(1670℃)出鋼、以便延長真空處理時間。LF爐精煉時間≥45分鐘、以便加熱、脫硫、調整成分。采用高堿度爐渣(CaO/SiO2=7.2)和高攪拌能量(ε=125W/t)。RH真空脫氣時間≥40分鐘。wq保護澆鑄、立式大斷面連鑄。
(2)質量控制水平軸承鋼中[O]含量普遍控制在5×10-6以下、有的甚至達到2-3PPm;{zd0}夾雜物尺寸為11μm;硫含量達到0.002%-0.003%、Ti達14-15PPm。連鑄材鋼中[O]平均比模鑄材低2.0×10-6、達到真空自耗爐(VAR)水平。鋼中非金屬夾雜用SAM法測定連鑄材比模鑄材B類夾雜分別為0.06級和0.4級、前者為后者的1/7;而D類夾雜分別為0.06級和0.8級、前者為后者的1/13。氧化物顆粒在11μm、而傳統工藝夾雜在20μm以下。化學成分波動范圍小、有害元素含量小。接觸疲勞壽命接近(VAR)方法冶煉的水平。
瑞典SKF公司(1)SKF公司OVaK0鋼廠生產工藝流程及工藝特點工藝流程:100t電爐-LFV精煉爐-模鑄-均熱爐-初軋-火焰清理-150×150坯料-檢驗、噴丸、修磨-加熱-除鱗-軋制-冷卻-剪切-打包-發貨。生產工藝特點為:采用SKF—MR煉鋼工藝MR(雙爐殼)熔煉、這種工藝分兩個階段:首先在SKF雙殼爐中氧化條件下快速熔化;然后在ASEA-SKF爐中在還原的條件下進行精煉、精煉工藝為:首先用Fe-Si進行預脫氧、然后扒渣、再加鋁進一步脫氧、以后是脫硫和真空脫氣、整個過程伴隨感應攪拌、利用鋁沉淀脫氧配以強烈的電磁攪拌、促使夾雜物碰撞長大、脫氧產物有充分時間分離、可以使氧含量和夾雜含量達到極低的程度、模鑄3.4t錠型(雙錐度)。
(2)質量控制水平鋼中[O]含量在(5-8)×10-6、且偏差值低(0.5×10-6);[Ti]含量波動在(8-12)×10-6。鋼中[H]≤1×10-6(在精煉結束時的鋼水中測定)。由于H是間隙元素、溶解于鋼水中的一定H經凝固后、在壓力加工應力條件下會產生白點缺陷且分布極不均勻;H在鋼坯、材加熱或退火時以極快速度逸出、但形成的白點依然存在。生產的軸承鋼具有高純潔度、化學成分穩定、淬透性均勻一致、切削加工性能好、鋼材接觸疲勞壽命高等特點。




 廣告
廣告
")