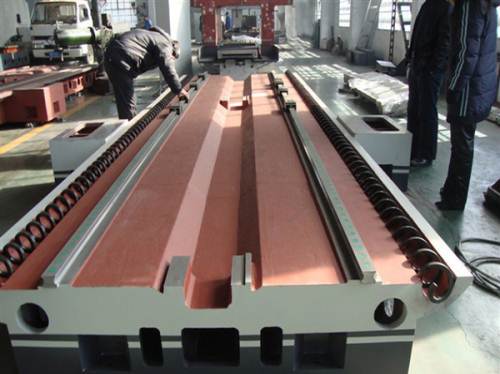
QT500-7球磨鑄鐵件加工,是本索立德鑄業(yè)一種常規(guī)的鑄造牌號。我們目前可以不限于QT500-7球磨鑄鐵件加工,QT系列的球磨鑄鐵件都可以生產(chǎn),質(zhì)量和產(chǎn)能均有保證。了解更多鑄件產(chǎn)品可以到我們公司網(wǎng)站查看。
公司網(wǎng)站是【鑄造廠http:///鑄鋼件】報(bào)價(jià)電話:18155586015

與QT500-7球磨鑄鐵件加工相關(guān)信息閱讀:
QT500-7 球墨鑄鐵件切削參數(shù)優(yōu)化簡介,球墨鑄鐵以其優(yōu)越的抗沖擊性、很高的抗拉強(qiáng)度及鑄鐵獨(dú)有的{yx}的鍛造性、耐磨性、抗疲憊性及經(jīng)濟(jì)性等長處普遍運(yùn)用于機(jī)械制作工業(yè)的各類零部件。本文針對公司球墨鑄鐵件切削加工中存在的成績(如進(jìn)排氣管進(jìn)程中發(fā)生的毛刺),經(jīng)由過程無限元建模剖析和切削實(shí)驗(yàn),摸索球墨鑄鐵切削進(jìn)程中切削毛刺的構(gòu)成機(jī)理,并進(jìn)一步摸索球墨鑄鐵的切削機(jī)能,為進(jìn)步產(chǎn)物質(zhì)量、下降切削本錢供給工藝指點(diǎn)。本文起首基于無限元建模,對球墨鑄鐵的銑削進(jìn)程停止了仿真剖析,仿真注解球墨鑄鐵銑削進(jìn)程等效應(yīng)變和溫度具有類似的散布紀(jì)律。切削毛刺仿真注解,毛刺構(gòu)成進(jìn)程中,溫度逐步降低,毛刺的年夜小與溫度降低的連續(xù)時(shí)光相干。進(jìn)一步的切削實(shí)驗(yàn)注解速度和進(jìn)給量對毛刺的影響較小,而切深影響較年夜。同時(shí)對球墨鑄鐵銑削加工機(jī)能停止了實(shí)驗(yàn)研討。研討注解球墨鑄鐵外面粗拙度跟著銑削速度的增年夜而減小;跟著進(jìn)給量和切深的增年夜而增年夜。切削速度較低時(shí),球墨鑄鐵切屑比擬,呈屑狀。跟著切削速度的進(jìn)步,切屑呈修長狀。切深與進(jìn)給量較小時(shí),切屑呈屑狀,跟著切深與進(jìn)給量的進(jìn)步,切屑呈修長狀。以硬質(zhì)合金刀具銑削球墨鑄鐵時(shí),其掉效情勢重要是磨粒磨損。本文研討注解 DEFORM軟件可以有用模仿球墨鑄鐵的銑削進(jìn)程,基于切削進(jìn)程等效應(yīng)力、等效應(yīng)變云圖及溫度云圖仿真剖析,可為現(xiàn)實(shí)切削供給根據(jù)。本文研討結(jié)果已運(yùn)用于現(xiàn)實(shí)臨盆中,對現(xiàn)實(shí)切削加工參數(shù)停止了優(yōu)化,克制了切削毛刺的生成,有用進(jìn)步了產(chǎn)物質(zhì)量。
Ductile iron with its superior impact resistance, high tensile strength and unique excellent cast iron, forging, wear resistance, fatigue resistance and economic advantages, such as the general use of various parts of machinery manufacturing industry. The in view of the existing company nodular cast iron parts machining results (such as the exhaust pipe occurred in the process of Burr), through the process of infinite element modeling analysis and cutting experiments, and explore the formation mechanism of the ductile cutting process in cutting burr, and further exploration of nodular cast iron cutting function, for improve the quality of products, decrease the cutting process the cost of providing advice. In this paper, based on the infinite element modeling, the milling process of the nodular cast iron is simulated, and the equivalent strain and temperature of the milling process of the ductile iron are similar. Simulation of cutting burr, burr formation process, the temperature gradually reduced, the size of the small and the temperature of the small and the temperature of the continuous time. The effect of cutting speed and feed rate on the burr is smaller, but the depth of the cut is more profound. At the same time, the experimental research on the function of the milling machine of the ductile cast iron is stopped. The research notes that the outside of the ductile cast iron decreases with the increase of the milling speed, and the increase of the feed rate and the depth of the cut. When the cutting speed is lower, the ball graphite cast iron has a short chip, which is a chip. Along with the progress of the cutting speed, the chip is slender. Cutting depth and feed rate of the chip is a chip, followed by cutting depth and feed rate of progress, chip was slender. In the hard alloy cutting tools, the failure form of the milling of ductile cast iron is important. In this paper, the DEFORM software can simulate the milling process of nodular cast iron, and the equivalent stress, equivalent stress, equivalent stress, and the simulation analysis of the temperature contours can be the basis for the real cutting. The purpose of this paper is to study the results have been applied in actual production, the reality of cutting parameters optimization and restraint of the cutting burr formation, useful progress the quality of products.
更多QT500-7球磨鑄鐵件加工信息請到我們公司網(wǎng)站。



版二維碼")
 廣告
廣告