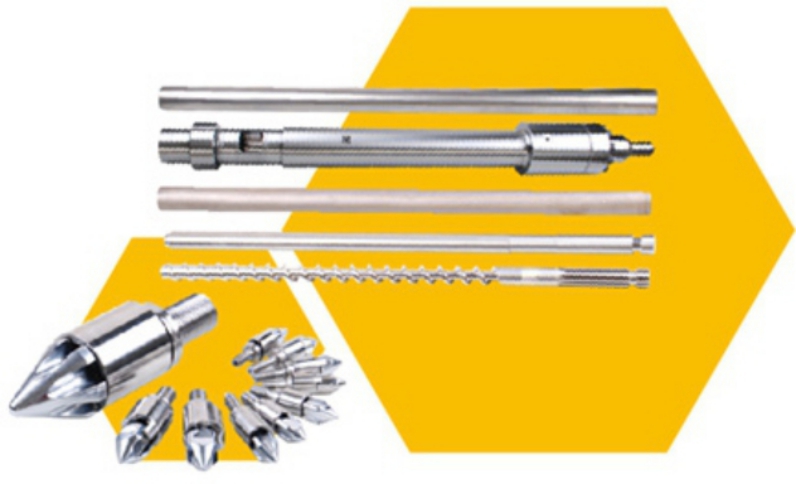
東莞杰宇機械有限公司{lx1}的螺桿產品和技術解決方案提供商,以強大的研發、設計及制造能力,為客戶提供可靠性的{gx}全磨螺桿、合金螺桿、全硬化螺桿、高速鋼螺桿、光學螺桿、無鹵螺桿等,幫助我們的客戶在激烈的市場競爭中立于不敗之地。杰宇螺桿是光纖通訊、電子、汽車配件、家用電器、工業齒輪等行業注塑生產的{zj0}選擇。
作為世界上{lx1}的塑料機械螺桿制造商之一,我們每天為您考慮的是更{gx}率、更高產值的生產應用,我們數十年的經驗確保您決定性的優勢。
東莞杰宇機械有限公司
聯系人: 周女士
電 話: 13925809520
網 址:
地 址:東莞市長安鎮咸西工業區富寧街8號



由于熔融段螺槽深度的慢慢變淺以及熔池的擠壓,固體床被擠向料筒內壁,這樣就加快了熱料筒向固體床的傳熱進程。同時,螺桿的旋轉使固體床和機筒內壁之間的熔膜發作剪切作用,從而使熔膜和固體床分界面間的固體凝結。跟著固體床的螺旋形向前推移,固體床的體積慢慢減少,而熔池的體積慢慢增大。假如固體床厚度減小的速度低于螺槽深度變淺的速度,則固體床便可能部門或徹底堵塞螺槽,使塑化發作平穩,大約由于部分壓力過大形成摩擦生熱劇增,從而發作部分過熱。
螺桿是注塑機的慌張部件。它的作用是對塑料停止保送、壓實、凝結、攪拌和施壓。一切這些都是經過螺桿在料筒內的旋轉來完成的。在螺桿旋轉時,塑料對付機筒內壁、螺桿螺槽底面、螺棱推進面以及塑料與塑料之間在城市發作摩擦及相互活動。塑料的向前推進便是這種活動組合的結果,而摩擦發作的熱量也被吸收用來進步塑料溫度及凝結塑料。螺桿的規劃將直接影響到這些作用的程度。
注塑機螺桿規劃,也有為了進步塑化質量方案成份離型螺桿,屏障型螺桿或分流型螺桿。料筒的規劃其實便是一根中間開了下料口的圓管。
在塑料的塑化進程中,其進步和夾雜的動力都是來源于螺桿和料筒的相對旋轉。依照塑料在螺桿螺槽中的分歧形態,普通把螺桿分為三段:固體保送段(也叫加料段)、熔融段(也叫緊縮段)、均化段(也稱計量段)。
在有關塑料塑化的課本上中,都把塑料在螺桿的固體保送段當作一個塑料顆粒間沒有相互活動的固體床,然后經過固體床與料筒壁、與螺棱推進面以及與螺槽概略相互活動和摩擦的志向狀態的計較,來肯定塑料向前保送的速度。這與實踐環境有很多差距,也不能以此為根據來闡發分歧外形塑料顆粒的進料環境。假如塑料的顆粒不大,它們在被料筒內壁拉意向前活動時會呈現分層和翻騰,并慢慢被壓實構成固體塞。當望料顆粒的直徑與螺槽深度尺寸差不多時,它們的活動軌跡基本上是沿螺槽徑向的直線活動加之轉一個角度的直線活動。由于顆粒大時塑料在螺槽中的分列很疏松,所以其保送速度也較慢。當顆粒大到必定程度,在進入緊縮段而其直徑大于螺槽深度時,塑料就會卡在螺桿與機筒之間,假如向前拉動的力缺乏以降服壓扁塑料顆粒所需的力,則塑料會卡在螺槽里不向前推進。
塑料在靠近熔點溫度時,、與料筒相打仗的塑料已起頭熔融而構成一層熔膜。當熔膜厚度逾越螺桿與料筒間的間隙時,螺棱頂部把熔膜從料筒內壁徑向地刮向螺棱根部,從而慢慢在螺棱的推進面匯集成旋渦狀的活動區——熔池。
在螺桿均化段,固體床曾經因體積太小而分裂構成份散在熔池里的小固體顆粒。這些固體顆粒經過各自與包覆四周的熔體摩擦及熱傳送而熔融。面這時,螺桿的成效主要是經過攪拌塑料熔體使之夾雜均勻,熔體的速度分布從貼近料筒壁的{zg}速到貼近螺槽底部的{zd1}速。假如螺槽深度不大而熔體粘度很高,則這時熔體份子間的摩擦會很劇烈。
由于各類塑料的熔融速度、熔體粘度、熔融溫度范疇、粘度對溫度及剪切速率的敏感程度、高溫分化氣體的墮落性、塑料顆粒間的摩擦系數差異很大,通常意義上的普統統用螺桿在加工某些熔體特性比力突出的塑料(如Pc、PA、高份子ABS、PP-R、PVC等)時會呈現某一段剪切熱太高的現象,這種現象—般可經過低落螺桿轉速得以解除。但這必將影響出產服從。為了完成對這些塑料的{gx}塑化,本公司先后開拓了這些塑料的專用塑化螺桿和料筒。這些專用螺桿和料筒在方案時針對的主要問題是以上塑料的固體摩擦系數、熔體粘度、熔融速度等。




 廣告
廣告