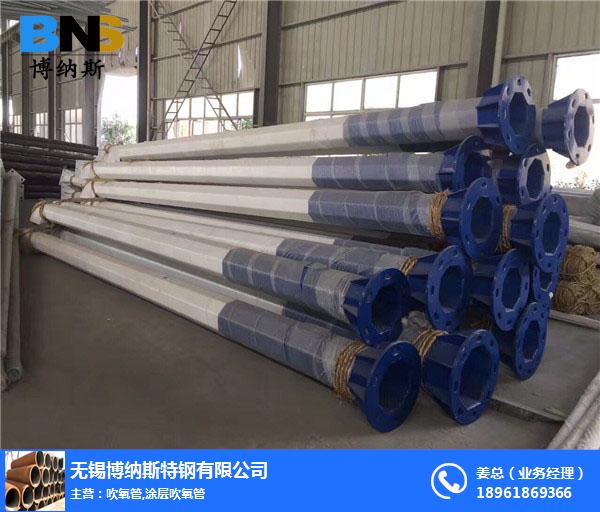
隨著城市化進程的發展,作為城市變遷的見證者,路燈桿的建設使用已經作為國家投入民生工程成為必不可少的一項工作。下面我為大家簡單介紹一下路燈桿的操作工序。
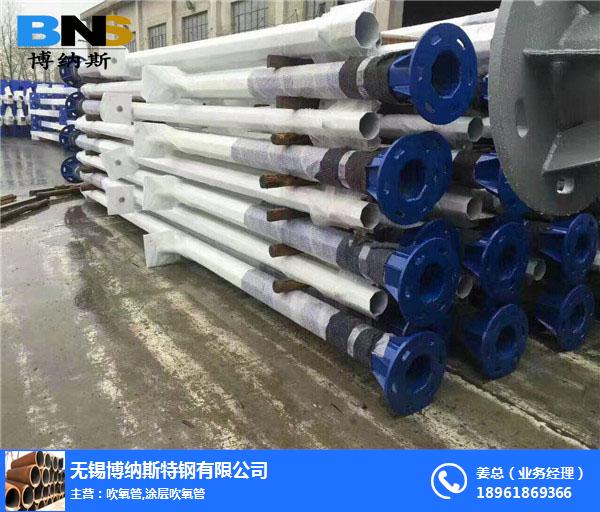
道路燈桿整1形工序bao括燈桿的調直及坯桿兩頭的整圓及多邊形對角線尺寸,一般公差:<±2mm。 路燈桿的每道工序都是需要嚴格把控的,這不僅是完善路燈桿標準化的必要步驟,也是減少后期施工造成的不必要麻煩,相信大家了解了路燈桿的工序后,在解決施工上的問題就不再是難事。歡迎新老顧客來電洽談業務!

路燈桿設計能力a.按承受相應風速要求,提供根據燈桿造型圖的桿體受力計算書。b.桿體所用成型方鋼強度與表面結構要符合國家相應標準。C.密封燈桿并bao頂端以防水氣進入。垂直度檢驗燈桿立直后,使用經緯儀對燈桿與水平間的垂直度作檢驗,垂直度應小于或等于千分之二。桿體觀感造型及尺寸符合要求,整體美觀大方,桿體表面光滑一致,色澤均勻。鍍鋅層光滑平整,噴塑層粘附力強而不剝落。所有固定螺栓、螺母等使用不銹鋼材料(地腳螺栓、螺母除外)。燈桿內部電纜穿線通道無阻,易于穿線,并沒有尖凸邊緣、毛邊、齒狀物及類似情況,避免損傷電纜線。燈桿滿足防雷擊及接地要求,2環境溫度:-15-50攝氏度;環境風速:40m/s;抗地震烈度:8級;耐腐蝕等級:30年

路燈桿的生產步驟
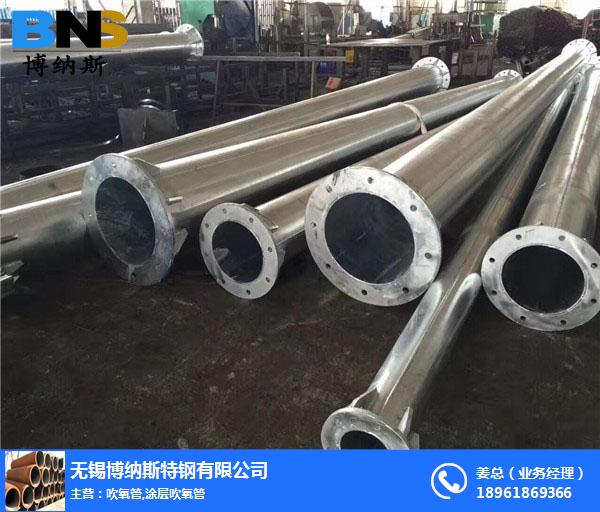
下料剪切 剪切前首先調整好裁條機的斜度與所需縱剪刀尺想符。定好鋼板擺放位置,保證余料的最1大尺寸,使余料能利用。 寬底尺寸要求≤±2mm,由裁調機、自動切割機完成。 開料應檢查滾剪設備的運行情況,qc軌道上的雜物,保持設備的良好運行狀態。 2.折彎 折彎是燈桿生產中最關鍵的一道工序,折彎的好壞,直接影響燈桿的質量而且折彎成形后無法修補的。 首先qc板料的割渣,保證折彎時無割渣壓傷模具。 檢查板料的長度、寬度和直度,不直度≤1/1000,如不直度達到要求,修正,特別是多邊形桿一定要保證不直度。 調大折彎機折彎深度,確定板料擺放位置。在板料上正確劃線,誤差:≤±1mm。 正確對線,正確折彎,使管縫達到最1小,同時兩條邊高底不大于5mm。





 廣告
廣告