等離子焊接工藝的優點
1)穿透能力強,8mm以下板厚無須開坡口,大大減小了焊前準備時間。
2)電弧能量集中,焊接熱影響區小,焊接變形小。
3)焊接速度快,等離子比手工氬弧焊減小4-5倍時間。
4){zy1}的重復生產性。
5)弧柱剛性大,采用小孔效應,可以實現穩定的單面焊雙面成型。
6)電極縮在噴嘴內,不易污染和燒損及電極壽命長,焊縫缺陷少。
7)焊接質量好,可焊材料多。
8)等離子弧具有良好的可控性和調節性等。
TIG電弧與等離子電弧相比較,可以清楚的體現等離子電弧的優越性。電弧在軸向增加20%弧柱截面積時,TIG焊只有0.12mm,而等離子弧卻可以達到1.2mm,可見等離子弧更挺,能量更集中。

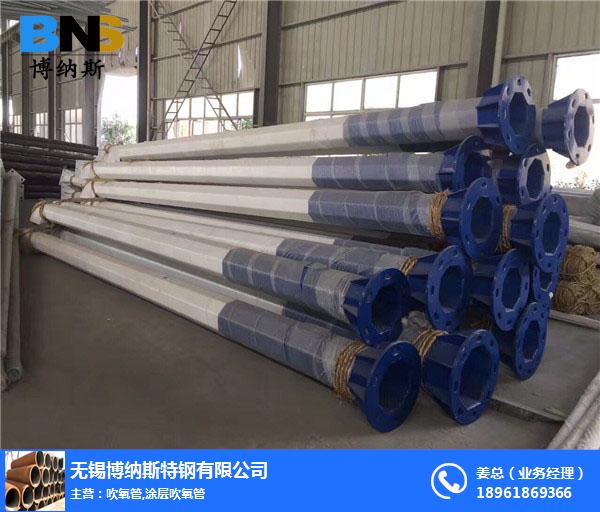
不銹鋼管的焊接方法——氬弧焊:
不銹鋼焊管要求熔深焊透,不含氧化物夾雜,熱影響區盡可能小,鎢極惰性氣體保護的氬弧焊具有較好的適應性,焊接質量高、焊透性能好,其產品在化工、核工業和食品等工業中得到廣泛應用。
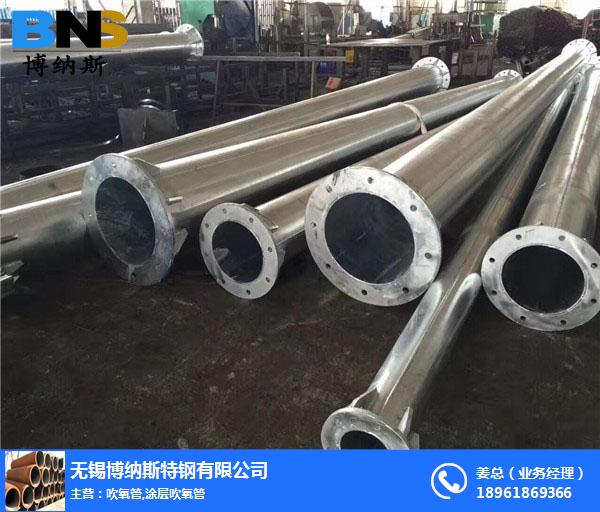
焊接速度不高是氬弧焊的不足之處,為提高焊接速度,國外研究開發了多種方法。其中由單電極單焊炬發展采用多電極多焊炬的焊接方法在生產中應用。70年德國首先采用多焊炬沿焊縫方向直線排列,形成長形熱流分布,明顯提高焊速。一般采用三電極焊炬的氬弧焊,焊接鋼管壁厚S≥2mm,焊接速度比單焊炬提高3-4倍,焊接質量也得以改善。氬弧焊與等離子焊組合可以焊接更大壁厚的鋼管,此外,在氬氣中5-10%的氫氣,再采用高頻脈沖焊接電源,也可提高焊接速度。
多焊炬氬弧焊適用于奧氏體和鐵素體不銹鋼管的焊接。

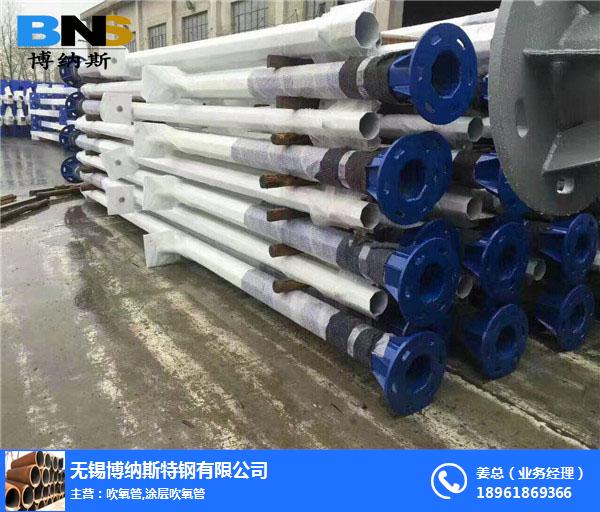
恢復不銹鋼固有的耐蝕性能。
由于冷加工造成碳化物析出,晶格缺陷,使不銹鋼耐蝕性能下降。固溶處理后鋼管耐蝕性能恢復到最1佳狀態。
對于不銹鋼鋼管而言,固溶處理的3 個要素是溫度、保溫時間和冷卻速度。固溶溫度主要根據化學成分確定。
一般說來,合金元素種類多、含量高的牌號,固溶溫度要相應提高。特別是錳、鉬、鎳、硅含量高的鋼,只有提高固溶溫度,使其充分溶解,才能達到軟化效果。
但穩定化鋼,如1Cr18Ni9Ti,固溶溫度高時穩定化元素的碳化物充分溶解于奧氏體中,在隨后的冷卻中會以Cr23C6 的形態在晶界析出,造成晶間腐蝕。為使穩定化元素的碳化物(TiC 和Nbc)不分解、不固溶,一般采用下限固溶溫度。
不銹鋼俗話說就是不容易生銹的鋼,實際上有一部分的不銹鋼,既含有不銹性,又含有耐酸性(耐蝕性)。不銹鋼的不銹性和耐蝕性是因為它表面上富鉻氧化膜(鈍化膜)的形成。其中不銹性和耐蝕性是相對的。
實驗證明,鋼在大氣、水等弱介質中和硝1酸等氧化性介質中,其耐蝕性就會隨鋼中鉻含水量的增加而提高,則是成正比例的.當鉻含量達到一定的百分比時,鋼的耐蝕性就發生突變,即從易生銹到不易生銹,從不耐蝕到耐腐蝕。




 廣告
廣告