現焊接技術已能焊出無內外缺陷的、機械性能等于甚至高于被連接體的焊縫。被焊接體在空間的相互位置稱為焊接接頭,接頭處的強度除受焊縫質量影響外,還與其幾何形狀、尺寸、受力情況和工作條件等有關。接頭的基本形式有對接、搭接、丁字接(正交接)和角接等。
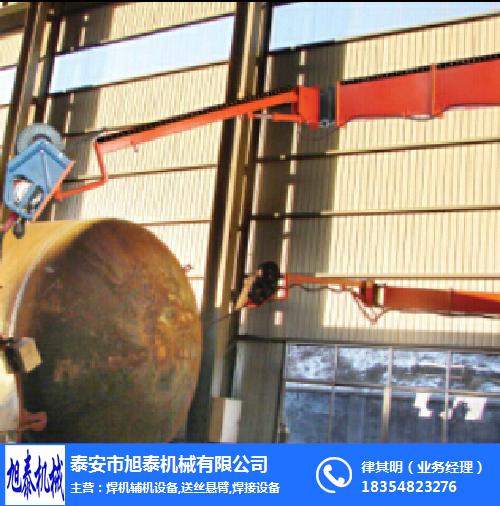
保護焊機空間臂:綜合提高焊接效率 30%左右,焊工在改變焊接位置時,只要將旋臂左右、上下移動,便能將送絲機送到所需焊接位置,從而提高勞動效率,降低工人勞動強度,焊接完成后,輕輕一推將旋臂靠墻位置,,現場整理完成,快速便捷。
生產現場變得整齊、美觀,為實現生產現場的6S 管理提供保證。



這種焊接方法是利用連續送進的焊絲與工件之間燃燒的電弧作熱源,由焊炬噴嘴噴出的氣體保護電弧來進行焊接 的。熔化極氣體保護電弧焊通常用的保護氣體有:氬氣、氦氣、CO2氣或這些氣體的混合氣。以氬氣或氦氣為保護氣時 稱為熔化極惰性氣體保護電弧焊(在國際上簡稱為MIG焊);以惰性氣體與氧化性氣體(O2,CO2)混合氣為保護氣體 時,或以CO2氣體或CO2+O2混合氣為保護氣時,或以CO2氣體或CO2+O2混合氣為保護氣時,統稱為熔化極活性氣 體保護電弧焊(在國際上簡稱為MAG焊)。熔化極氣體保護電弧焊的主要優點是可以方便地進行各種位置的焊接,同時也具有焊接速度較快、熔敷率高等優 點。熔化極活性氣體保護電弧焊可適用于大部分主要金屬,bao括碳鋼、合金鋼。熔化極惰性氣體保護焊適用于不 銹鋼、鋁、鎂、銅、鈦、鋯及鎳合金。利用這種焊接方法還可以進行電弧點焊。





焊接技術應用
我國目前以焊接為主導工藝的大型骨干企業已達800多家。擁有大批培訓有素的生產技術工人和焊接專業工程技術人員,通過“九五”技術改造,在從國外引進先進設備和工藝影響下,生產水平有了很大提高,有的已進入世界同行業先進行列。在重型機械、冶金機械、礦山工程機械、電站鍋爐、壓力容器、石油化工、機車車輛、汽車等行業,普遍應用了數控切割技術以及埋弧焊、電渣焊、CO2氣保焊、TIG焊、MIG焊、MAG焊、電阻焊、釬焊等焊接方法。
空間臂的應用行業:汽車焊接、特種車焊接 、起重機械制造焊接、機械產品焊接、定型機械產品焊接、鋼結構焊接、船舶焊接制造業、煤礦機械焊接業等等,各種廣泛的焊接制造業均可適用。





 廣告
廣告
")