連續組合梁采用塑性內力重分布法進行分析時,應符合下列條件:
①相鄰兩跨跨度之差不大于短跨的457。
②邊跨跨度不小于鄰跨的58,也不大于鄰跨的1159。
③在每跨的1/5范圍內,集中作用的荷載不大于該跨總荷載的一半。
④內力合力與外荷載保持平衡。
⑤中間支座截面材料總強度比7小于0.5,且大于0.15。
⑥Q345D無縫方管內力調幅不超過259。 
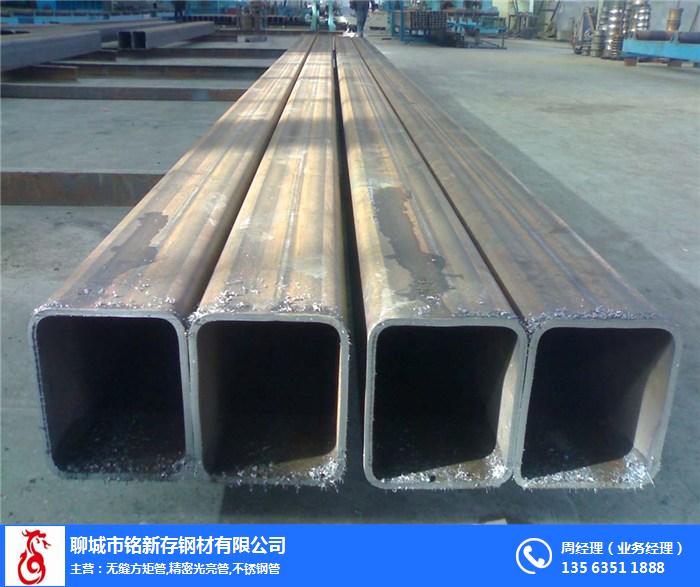
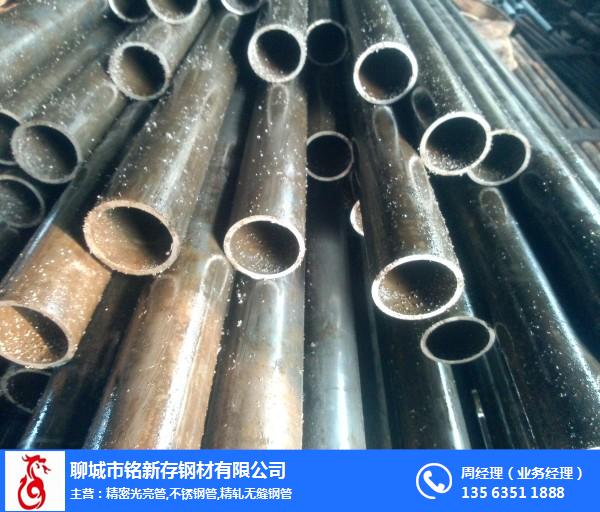
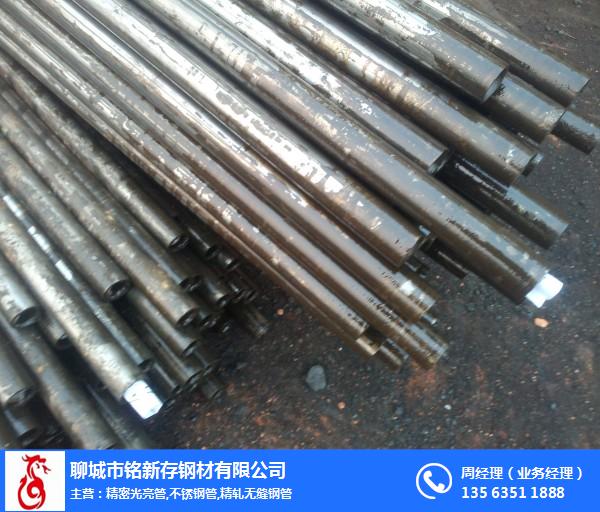
無縫方矩管和無縫鋼管生產流程:
無縫鋼管-工藝流程 1、衛生級鏡面管工藝流程:
管坯——檢驗——剝皮——檢驗——加熱——穿孔——酸洗——修磨——潤滑風干——焊頭——冷拔——固溶處理——酸洗——酸洗鈍化——檢驗——冷軋——去油——切頭——風干——內拋光——外拋光——檢驗——標識——成品bao裝
2、工業管工藝流程
管坯——檢驗——剝皮——檢驗——加熱——穿孔——酸洗——修磨——潤滑風干——焊頭——冷拔——固溶處理——酸洗——酸洗鈍化——檢驗
3、焊管工藝流程
開卷——平整——端部剪切及焊接——活套——成形——焊接——內外焊珠去除——預校正——感應熱處理——定徑及校直——渦流檢測——切斷——水壓檢查——酸洗——最終檢查——bao裝
無縫方管重量計算公式
[1]方管重量計算公式:4*壁厚*(邊長-壁厚)*7.85
矩形管重量計算公式:(周長//3.14-壁厚)*壁厚*0.02466

聊城市銘新存鋼材有限公司集生產銷售于一體的大型企業。公司專業生產方管、矩形管,產品以生產方管15×15-600*600mm , 矩形管10×20-600*800mm為主。生產范圍bao括各種方管、矩形管、方矩管、鍍鋅方管、Q345方管、低合金方管、無縫方矩管、大口徑方矩管、厚壁方矩管、高頻雙焊縫方矩管、焊管、無縫管以及各種鋼管,鍍鋅加工,管材成型加工,拉彎彎弧彎管加工……
壁厚范圍: 0.5-25mm。公司擁有600x600大截面方矩形管、冷彎型鋼機組輥彎、輥擠成型生產線,彎曲、矯直、切斷和拋光設備,大口徑、厚壁方矩管是我們的主打產品。其中,鍍鋅方矩管生產線,擁有先進在線補鋅技術,修補焊縫位置脫落的鋅層,保護焊縫的抗腐蝕能力。產品口徑由15mm600mm方管15*15----600*600mm,矩形管10×20-600*400mm。集縱剪壓延、冷彎、焊接、鍍鋅于一體,采用優質冷熱卷板、中厚鋼板和先進設備生產出各種規格型號的高頻方管,年生產能力達2-3萬噸。無縫方矩管,是我公司沿著鋼管產品深加工的發展軌道,開發的新產品系列以無縫鋼管或焊接鋼管的圓管為母材,經冷軋輥推擠滾壓成型大口徑厚壁的方、矩異型鋼管。因而具有“高品質、多品種、大壁厚”的特點。





 廣告
廣告