*(#UIOE 常用不銹鋼材質工件外圓磨,平面磨,雙端面研磨,內圓磨,銑磨等磨削用超硬CBN砂輪(立方氮化硼砂輪)。我公司(鄭州中拓磨料磨具有限公司)專業針對性生產此類砂輪,解決磨削不銹鋼工件問題。
常用不銹鋼材質的牌號有:201、202、301、303、304、304L、316、316L、321、310S、401、409、410、420J1、420J2、430、439、443、444等。不銹鋼材質的含碳量都很低,本身韌性比較強,磨加工前一般不做熱處理或氮化處理。
304、304L、316、316L這幾種常用的不銹鋼材質表面硬度低,韌性強。在平面磨,外圓磨,內圓磨或端面研磨的磨削過程中容易出現工件發熱,工件變形的情況。這種情況一方面是不銹鋼工件發粘不好加工,一方面是因為所用砂輪(如白剛玉砂輪,鉻剛玉砂輪或綠碳化硅砂輪等)磨削不鋒利,硬度過高或脫粒太快造成。
我們建議用戶使用陶瓷CBN(立方氮化硼)砂輪來進行平面磨,外圓磨,內圓磨或端面研磨加工不銹鋼工件。CBN砂輪硬度高,密度大,氣孔密集。在磨加工過程中耐高溫,磨損小(耐磨),切削鋒利,散熱性好。不容易ss不銹鋼工件和氮化硼砂輪本身。無論哪種磨削方式嚴禁干磨,要用高壓的冷卻液冷卻。冷卻液{zh0}用針對性的油性液體,不可用水直接冷卻。超硬CBN砂輪適合配備各種型號磨床,適合高轉速的磨床或加工中心,低轉速的條件下不適用。
超硬CBN砂輪在磨床裝配好后會有大小不一的跳動,這時候需要修整CBN工作層來保證砂輪同心正常工作。對沒有使用過這種砂輪的用戶來說會很陌生,感覺很難修整。一方面是使用修整工具不當,一方面是CBN砂輪硬度高,密度大難修整。有條件的可以用金剛石電鍍滾輪來修磨。一般情況下可以使用tr的單顆粒或者多顆粒金鋼筆來修整就可以。先把CBN砂輪轉速降低修跳動(修形),跳動修到位后把CBN砂輪轉速提高,再用金鋼筆或綠碳化硅軟性的油石表面開刃即可。
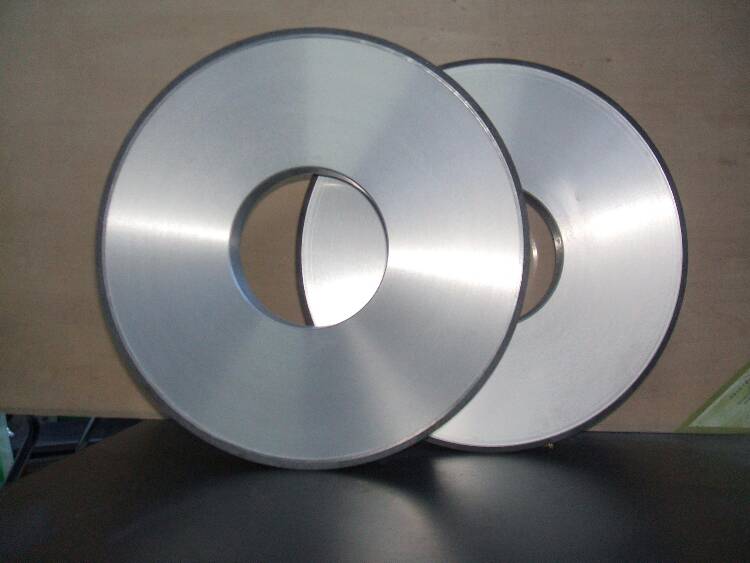
我工廠可根據用戶的具體使用工藝情況來設計定做各種形狀規格尺寸的CBN立方氮化硼超硬砂輪,平面磨,外圓磨用的平行形狀,內圓磨用的圓柱體形狀,立軸用的杯型和研磨床用的端面形狀等等,歡迎客戶來電來圖洽談業務。有加工工藝方面的問題可隨時電話聯系。




 廣告
廣告