隨著航空航天、電子、汽車、家用電器等工業的發展、電阻焊和相關的縫焊機越來越受到廣泛的重視。同時,對電阻焊的質量也提出了更高的要求。可喜的是,我國微電子技術的發展和大功率可控硅、整流器的開發,給電阻焊技術的提高提供了條件。目前我國已生產了性能優良的次級整流焊機。由集成電路和微型計算機構成的控制箱已用于新焊機的配套和老焊機的改造。恒流、動態電阻,熱膨脹等先進的閉環監控技術已開始在生產中推廣應用。這一切都將有利于提高電阻焊質量,并擴大其應用領域。
為了保證熔核尺寸和焊點強度,焊接時間與焊接電流在一定范圍內可以相互補充.為了獲得一定強度的焊點,可以采用大電流和短時間(強條件,又稱硬規范),也可采用小電流和長時間(弱條件,也稱軟規范).選用硬規范還是軟規范,取決于金屬的性能、厚度和所用焊機的功率.對于不同性能和厚度的金屬所需的電流和時間,都有一個上下限,使用時以此為準.
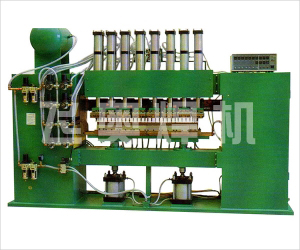
自動縫焊機焊接電源形式的配置與比較眾所周知,焊縫質量的關鍵因素之一是焊接電源的配置。目前圍內外有四種電源配置或焊接方法,自動縫焊機為了擇優選取,我們進行了對比分析。
(1)CO2氣體保護電源(熔化極)利用CO2氣體做保護。
自動縫焊機優點:CO2氣體價格低、生產效率高、焊接電流密度大、焊件基體熔池深、熔化效率高、熔敷速度快,生產效率比手工焊高2~4倍,而且抗銹、抗裂性能好;缺點:大電流焊接時,焊接表面成形較差、飛濺較多,焊后需人工除掉粘在工件上的飛濺物。
(2)MIG氣體保護焊(熔化極),自動縫焊機利用氬氣做保護。
優點:焊接熔池深度大、焊接電弧穩定、焊縫成形好、生產效率高;缺點:因保護氣體用氬氣來實現焊接過程,氬氣價格偏高且MIG焊接電源較CO2/MAG焊接電源在價格上貴3~4倍。
(3)MAG氣體保護焊電源(熔化極)。自動縫焊機利用氬氣和CO2混合氣體保護,其中氬氣為80%、CO2為20%。




 廣告
廣告