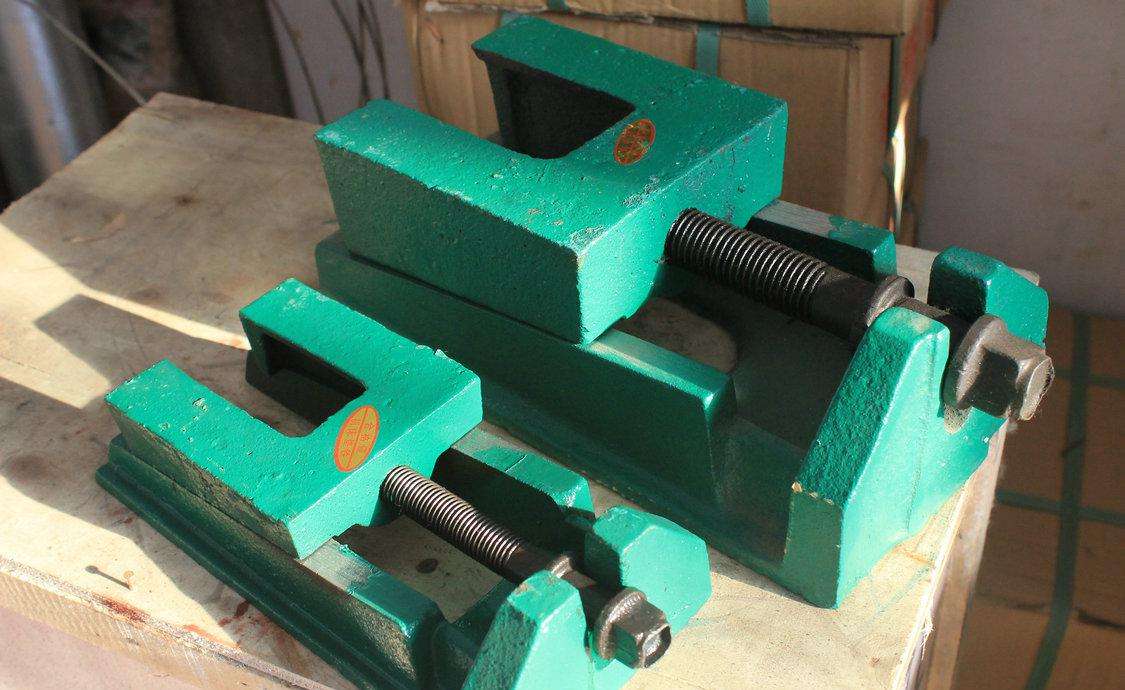
墊鐵的尺寸,一般能達到承受設(shè)備負荷的要求,但也有例外。所以,在安放墊鐵時,要大約的計算墊鐵的面積,如果所下的墊鐵尺寸不夠,就要多加幾組輔助墊鐵;另外,成對的斜墊鐵安放時,一定要保證斜墊鐵與設(shè)備底座之間的接觸面積,不要因平墊鐵的尺寸足夠,而斜墊鐵與設(shè)備底座之間的接觸面積不夠造成整個墊鐵組不能承受設(shè)備負荷的情況。在設(shè)備位置精平后,2次澆灌前,要把斜鐵組點焊,有的則把設(shè)備底座與墊鐵一起點焊,但有的設(shè)備則不允許把墊鐵組與設(shè)備底座點焊,如高溫風機的機殼支座,其支座孔與地腳螺栓的位置要考慮熱膨脹量,同時,支座與下部安裝的膨脹滑板不允許點焊,以方便機殼支座在熱膨脹時能在滑板上自由伸展,在2次澆灌時,2次澆灌層高度也不能高出膨脹滑板的上表面。 鋼板加工斜墊鐵,選用Q235優(yōu)質(zhì)鋼板,用氣割技術(shù)下成所需墊鐵的外形尺寸,然后以銑床,鋸床或刨床等機床設(shè)備加工而成斜墊鐵。在設(shè)備位置的粗平時,為了節(jié)省時間及調(diào)整方便,不要一次性把設(shè)備底座所需的全部墊鐵組安放到位,只要在底座的4個角靠地腳螺栓的位置先安放4組墊鐵,等初步找平后,再把其他墊鐵組安放好。
在設(shè)備基礎(chǔ)的檢測驗收中,要注意基礎(chǔ)表面的標高與工藝設(shè)計標高的偏差情況,然后根據(jù)實際標高來計算墊鐵的總厚度及各個墊鐵的厚度組合,以達到每組墊鐵的數(shù)量最多為4塊的安裝規(guī)范要求。
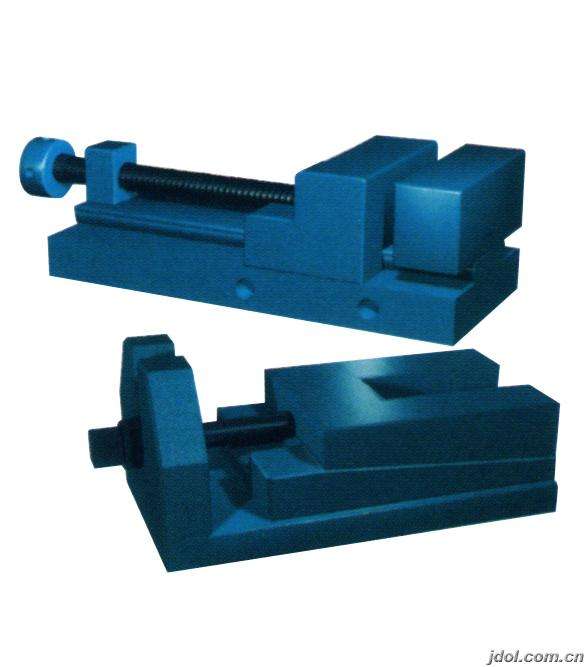
精加工斜鐵的長處是加工六面精度高、工作面潤滑、運用方便、簡略、方便、平穩(wěn)、交貨及時。斜鐵還能夠制造成帶有U型槽、V型槽或各種孔的布局,使斜鐵或設(shè)備發(fā)作移動斜鐵斜度根據(jù)需要規(guī)劃制造,中秋機械量儀廠生產(chǎn)的斜鐵標準多、種類全、還可根據(jù)需要隨意調(diào)整、規(guī)劃,也可根據(jù)客戶圖紙或許技能需求制造,斜鐵在運用一段時間后,應再次固定調(diào)整,添加斜鐵和設(shè)備的結(jié)實性。
減震墊鐵效果的一個主要指標是減震性能,減振性能的標志是傳遞率,降低系統(tǒng)的自振頻率,可使傳遞率減少,提高減振效果。振幅控制是有效的參數(shù)是阻尼,但實際減震區(qū)域內(nèi)是沒有效果的,因此在選擇減震器時,如何選擇阻尼系數(shù)是值得注意的。傳遞率的評價是相對的,它應根據(jù)機器設(shè)備的減震力和設(shè)備環(huán)境的允許程度來判別隔振鋼絲管系統(tǒng)的好壞。




 廣告
廣告
質(zhì)墊鐵")