選擇壓料彈簧單元時考慮下列要點再決定之:
(A)、確保彈簧之自由長度及必要的壓縮量 (壓縮量大之彈簧宜置于壓料板凹穴)。
(B)、初期的彈簧壓縮量 (預(yù)壓縮量) 或荷重之調(diào)整有無必要。
(C)、考量模具組立或維護保養(yǎng)之容易性。
(D)、考量與沖頭或壓料螺栓長度之關(guān)系。
(E)、考量安全性 (防止彈簧斷裂時之飛出)。
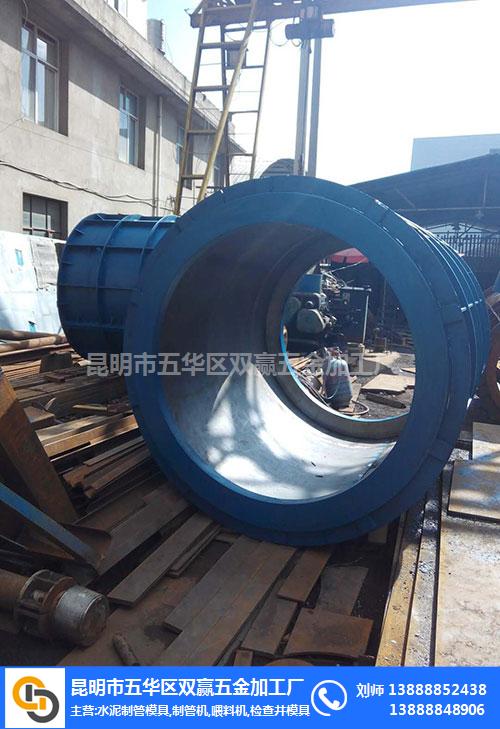
我公司專業(yè)生產(chǎn)制作水泥制管模具、攪拌機、制管機、喂料機、檢查井模具,外帶數(shù)控下料、車床加工、冷作鉚焊。我公司始終堅持“質(zhì)量為本,客戶至上”的原則,認真服務(wù)好每一個客戶,為客戶提供多方位的服務(wù)。

6)采購材料
7)模具加工(Machining):所涉及的工序大致有車、鑼(銑)、熱處理、磨、電腦鑼(CNC)、電火花(EDM)、線切割(WEDM)、坐標磨(JIG GRINGING)、激光刻字、拋光等。
8)模具裝配(Assembly)
9)模具試模(Trial Run)
10)樣板評估報告(SER)
11)樣板評估報告批核(SER Approval)
我公司專業(yè)生產(chǎn)制作水泥制管模具、攪拌機、制管機、喂料機、檢查井模具,外帶數(shù)控下料、車床加工、冷作鉚焊。我公司始終堅持“質(zhì)量為本,客戶至上”的原則,認真服務(wù)好每一個客戶,從場地規(guī)劃、設(shè)備選型、生產(chǎn)加工、安裝調(diào)試、操作使用、維修服務(wù)等各環(huán)節(jié),為客戶提供多方位的服務(wù)。

設(shè)計
1. 單元
模具對準單元亦稱為模具刃件之對合引導裝置。為確實保持上模與下模之對準及縮短其準備時間,依制品精度及生產(chǎn)數(shù)量等條件要求,模具對準單元主要有下列五種:
(1)無導引型:模具安裝于沖床時直接進行其刃件之對合作業(yè),不使用引導裝置。
(2)外導引型:此種裝置是最標準的構(gòu)造,導引裝置裝設(shè)于上模座及下模座,不通過各模板,一般稱為模座型。
我公司專業(yè)生產(chǎn)制作水泥制管模具、攪拌機、制管機、喂料機、檢查井模具,外帶數(shù)控下料、車床加工、冷作鉚焊。我公司始終堅持“質(zhì)量為本,客戶至上”的原則,認真服務(wù)好每一個客戶,為客戶提供多方位的服務(wù)。





_怒江水泥制管模具_雙贏五金加工")