溫度控制
1. 物料由加料口加入,逐漸升溫被螺桿推進到達排氣口時,須成wq塑化或大半塑化狀態(tài),以便使物料中含有的水份和物料塑化過程中產(chǎn)生的氣體由排氣口排出,物料到達模頭之前,逐漸或wq塑化成粘流狀態(tài),此時,溫度控制在粘流和分解之間,機筒溫度應(yīng)使加料段溫度高于塑化段和均化段的溫度,溫度具體設(shè)定值要根據(jù)擠出機的性能,原料特性以及產(chǎn)品質(zhì)量要求等具體情況而定。
2. 模頭溫度控制:通常擠出機模頭要比料筒大、厚、重,可控發(fā)熱面積小,應(yīng)提前加熱30~60分鐘,至一定溫度后再開啟料筒發(fā)熱樞段按鈕,一般情況下,模頭溫度應(yīng)比料筒溫度略低,亦可根據(jù)原料而定。
溫度控制
1. 物料由加料口加入,逐漸升溫被螺桿推進到達排氣口時,須成wq塑化或大半塑化狀態(tài),以便使物料中含有的水份和物料塑化過程中產(chǎn)生的氣體由排氣口排出,物料到達模頭之前,逐漸或wq塑化成粘流狀態(tài),此時,溫度控制在粘流和分解之間,機筒溫度應(yīng)使加料段溫度高于塑化段和均化段的溫度,溫度具體設(shè)定值要根據(jù)擠出機的性能,原料特性以及產(chǎn)品質(zhì)量要求等具體情況而定。
2. 模頭溫度控制:通常擠出機模頭要比料筒大、厚、重,可控發(fā)熱面積小,應(yīng)提前加熱30~60分鐘,至一定溫度后再開啟料筒發(fā)熱樞段按鈕,一般情況下,模頭溫度應(yīng)比料筒溫度略低,亦可根據(jù)原料而定。
溫度控制
1. 物料由加料口加入,逐漸升溫被螺桿推進到達排氣口時,須成wq塑化或大半塑化狀態(tài),以便使物料中含有的水份和物料塑化過程中產(chǎn)生的氣體由排氣口排出,物料到達模頭之前,逐漸或wq塑化成粘流狀態(tài),此時,溫度控制在粘流和分解之間,機筒溫度應(yīng)使加料段溫度高于塑化段和均化段的溫度,溫度具體設(shè)定值要根據(jù)擠出機的性能,原料特性以及產(chǎn)品質(zhì)量要求等具體情況而定。
2. 模頭溫度控制:通常擠出機模頭要比料筒大、厚、重,可控發(fā)熱面積小,應(yīng)提前加熱30~60分鐘,至一定溫度后再開啟料筒發(fā)熱樞段按鈕,一般情況下,模頭溫度應(yīng)比料筒溫度略低,亦可根據(jù)原料而定。

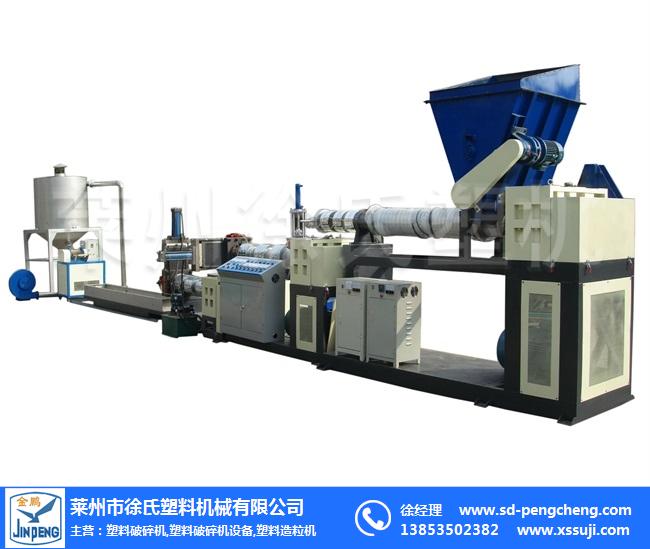
該型號塑料造粒機屬高配置機組,相比較于前期單機型號更適用于廢舊塑料的再生造粒,適用塑料種類也更多,主要用于加工廢舊塑料薄膜(工業(yè)包裝膜、農(nóng)業(yè)地膜、大棚膜、啤酒包、手提袋等)、編織袋、農(nóng)用方便袋、盆、桶、飲料瓶、家具、日常用品等,適用于大部分常見的廢舊塑料,是廢舊塑料再生行業(yè)用途最廣,使用最廣泛,最受用戶歡迎的塑料再生加工機械。

該機組適用于PE、PP、PET、等膜狀、絲狀硬下角料等新舊塑料, 從原料破碎、清洗、進料到制成顆粒均為自動化。
全套機組采用多臺機械銜接式設(shè)計,無需人工加料入料,人員工時節(jié)約2/3,主機螺桿材質(zhì)采用38CrMoAL比一般45#碳結(jié)鋼螺桿使用壽命提高5倍以上,配接殼一體式方箱自動油冷減速機防止油水回滲拆裝更方便.帶水廢舊塑料在制造成品顆粒后表面光潔度更高,經(jīng)過階較同型機組高出10%左右。主機加裝液壓換網(wǎng)模頭后機組可以做到不停機、不斷條、不用人工、沒有機頭出ytl式生產(chǎn)。可更換添加熱切、集料裝置,使其操作更加簡“一”字型、左右“T”字型三種擺放方式皆可,節(jié)約了空間的要求更寬松。整機經(jīng)過,并可按客戶要





 廣告
廣告