技術規范:
1、 擠出機為雙級結構,設計規格為105、125、150
2、 主螺桿羅同采用45#碳素結構鋼精加工后熱處理,既有強度高使用壽命長的特點。
3、 減速機為圓柱齒輪減速機,型號根據主螺桿型號的不同有相應變化。
4、 機組設計產量根據型號、料質不同基本保持在50-200kg/h之間,產量與人工的操作也有很大關系。
5、 機組配備功率根據型號的不同保持在15-35kw之間。
6、 擠出機轉速保持在55-70rpm之間。
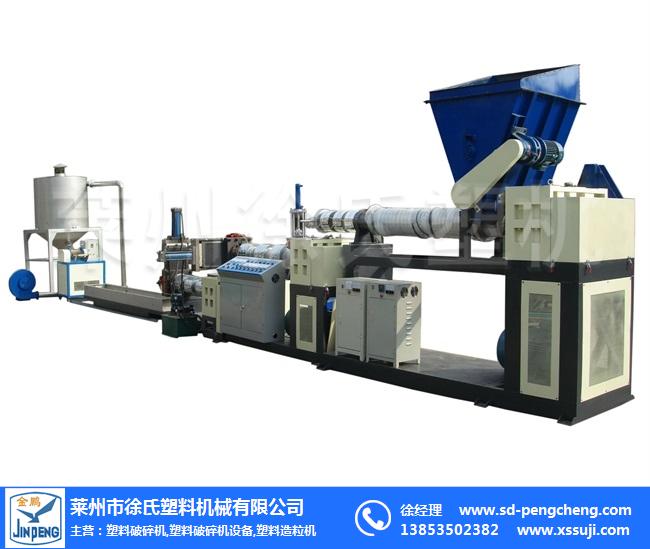
塑料造粒機設備的控制系統包括加熱系統、冷卻系統及工藝參數測量系統,主要由電器、儀表和執行機構(即控制屏和操作臺)組成。其主要作用是:控制和調節主輔機的拖動電機,輸出符合工藝要求的轉速和功率,并能使主輔機協調工作;檢測和調節擠塑機中塑料的溫度、壓力、流量;實現對整個機組的控制或自動控制。
塑料造粒機設備的控制系統包括加熱系統、冷卻系統及工藝參數測量系統,主要由電器、儀表和執行機構(即控制屏和操作臺)組成。其主要作用是:控制和調節主輔機的拖動電機,輸出符合工藝要求的轉速和功率,并能使主輔機協調工作;檢測和調節擠塑機中塑料的溫度、壓力、流量;實現對整個機組的控制或自動控制。


塑料造粒機設備的輔機主要包括放線裝置、校直裝置、預熱裝置、冷卻裝置、牽引裝置、計米器、火花試驗機、收線裝置。擠出機組的用途不同其選配用的輔助設備也不盡相同。如還有切斷器、吹干器、印字裝置等。校直裝置:塑料擠出廢品類型中最常見的一種是偏心,而線芯各種型式的彎曲則是產生絕緣偏心的重要原因之一。在護套擠出中,護套表面的刮傷也往往是由纜芯的彎曲造成的。因此,各種擠塑機組中的校直裝置是必不可少。




 廣告
廣告