綜合提高焊接效率 30%左右,焊工在改變焊接位置時,只要將旋臂左右、上下移動,便能將送絲機送到所需焊接位置,從而提高勞動效率,降低工人勞動強度,焊接完成后,輕輕一推將旋臂靠墻位置,,現場整理完成,快速便捷。
生產現場變得整齊、美觀,為實現生產現場的6S 管理提供保證。
適用于汽車焊接、特種車焊接 、起重機械制造焊接、機械產品焊接、定型機械產品焊接、鋼結構焊接、船舶焊接制造業、煤礦機械焊接業等等。


懸臂架送絲機產生飛濺的原因
由焊接工藝參數引起的飛濺,焊接電流、電弧電壓、焊接速度、送絲速度等選擇非常重要,它直接影響到焊接電弧的穩定、熔滴的過渡形式,從而影響飛濺的大小及多少,相反,飛濺的產生同時也會引起電弧的不穩。
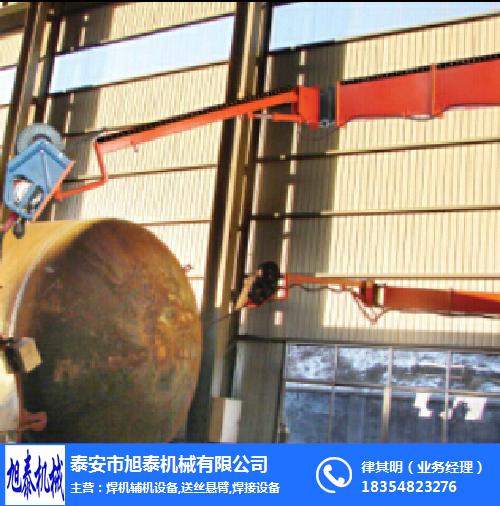
二氧化碳保護焊機空間臂,是將散亂、堆置于地面的送絲機、電纜、氣管等部件安裝在旋臂上,行走于空中,而且施焊時,可在用戶需求的焊接范圍內(立體空間)隨意平穩的擺動。
送絲管線路在正常使用情況下無需更換 :將送絲機、電纜、氣管等所有部件安裝在旋臂上,行走于空中,從而增大了有效作業空間,也避免了部件被工件砸壞的現象發生。


公司通過學習和消化國外先進技術,成功開發了具有知識產權的二氧化碳保護焊機空間臂,【專利號ZL201220214980.1】根據市場需求,改進現在已擁有手動式、電動式兩大系列多型號的空間臂產品,空間臂的使用極大的提升了企業的現場管理水品和產品品質。


二氧化碳氣體保護電弧焊(簡稱CO2焊)的保護氣體是二氧化碳(有時采用CO2+O2的混合氣體). 二氧化碳氣體保護電弧焊(簡稱CO2焊)的保護氣體是二氧化碳(有時采用CO2+O2的混合氣體)。由于二氧化碳氣體的0熱物理性能的特殊影響,使用常規焊接電源時,焊絲端頭熔化金屬不可能形成平衡的軸向自由過渡,通常需要采用短路和熔滴縮頸爆斷、因此,與MIG焊自由過渡相比,飛濺較多。但如采用優質焊機,參數選擇合適,可以得到很穩定的焊接過程,使飛濺降低到最小的程度。由于所用保護氣體價格低廉,采用短路過渡時焊縫成形良好,加上使用含脫氧劑的焊絲即可獲得無內部缺陷的劉質量焊接接頭。因此這種焊接方法目前已成為黑色金屬材料最重要焊接方法之一。CO2的原理是以CO2氣體做保護的溶化極焊接的方法,在實際操作當中焊機的好壞占很大的作用,主要是焊機送絲的平穩性能的好壞,建議用松下的焊機。其次就是焊工的技術的要求了,焊接當中容易出現氣孔,裂紋,主要是氣體保護要好,做好防風工作,CO2氣表要帶加熱的功能、




 廣告
廣告