焊接中的局部變形的原因及預防措施
產生原因:(1)加工件的剛性小或不均勻,焊后收縮,變性不一致。(2)加工件本身焊縫布置不均,導致收縮不均勻,焊縫多的部位收縮大、變形也大。(3)加工人員操作不當,未對稱分層、分段、間斷施焊,焊接電流、速度、方向不一致,造成加工件變形的不一致。(4)焊接時咬肉過大,引起焊接應力集中和過量變形。5)焊接放置不平,應力集中釋放時引起變形。
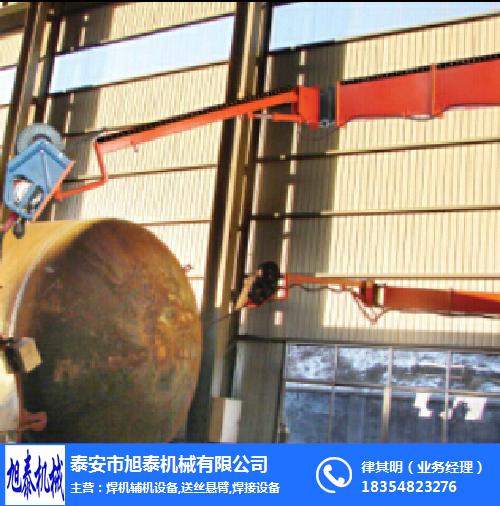
公司通過學習和消化國外先進技術,成功開發了具有知識產權的二氧化碳保護焊機空間臂,【專利號ZL201220214980.1】根據市場需求,改進現在已擁有手動式、電動式兩大系列多型號的空間臂產品,空間臂的使用極大的提升了企業的現場管理水品和產品品質。


焊接時形成的連接兩個被連接體的接縫稱為焊縫。焊縫的兩側在焊接時會受到焊接熱作用,而發生組織和性能變化,這一區域被稱為熱影響區。焊接時因工件材料焊接材料、焊接電流等不同,焊后在焊縫和熱影響區可能產生過熱、脆化、淬硬或軟化現象,也使焊件性能下降,惡化焊接性。這就需要調整焊接條件,焊前對焊件接口處預熱、焊時保溫和焊后熱處理可以改善焊件的焊接質量。
二氧化碳保護焊機空間臂,是將散亂、堆置于地面的送絲機、電纜、氣管等部件安裝在旋臂上,行走于空中,而且施焊時,可在用戶需求的焊接范圍內(立體空間)隨意平穩的擺動。

公司通過學習和消化國外先進技術,成功開發了具有知識產權的二氧化碳保護焊機空間臂,【專利號ZL201220214980.1】根據市場需求,改進現在已擁有手動式、電動式兩大系列多型號的空間臂產品,空間臂的使用極大的提升了企業的現場管理水品和產品品質。


二氧化碳氣體保護電弧焊(簡稱CO2焊)的保護氣體是二氧化碳(有時采用CO2+O2的混合氣體). 二氧化碳氣體保護電弧焊(簡稱CO2焊)的保護氣體是二氧化碳(有時采用CO2+O2的混合氣體)。由于二氧化碳氣體的0熱物理性能的特殊影響,使用常規焊接電源時,焊絲端頭熔化金屬不可能形成平衡的軸向自由過渡,通常需要采用短路和熔滴縮頸爆斷、因此,與MIG焊自由過渡相比,飛濺較多。但如采用優質焊機,參數選擇合適,可以得到很穩定的焊接過程,使飛濺降低到最小的程度。由于所用保護氣體價格低廉,采用短路過渡時焊縫成形良好,加上使用含脫氧劑的焊絲即可獲得無內部缺陷的劉質量焊接接頭。因此這種焊接方法目前已成為黑色金屬材料最重要焊接方法之一。CO2的原理是以CO2氣體做保護的溶化極焊接的方法,在實際操作當中焊機的好壞占很大的作用,主要是焊機送絲的平穩性能的好壞,建議用松下的焊機。其次就是焊工的技術的要求了,焊接當中容易出現氣孔,裂紋,主要是氣體保護要好,做好防風工作,CO2氣表要帶加熱的功能、




 廣告
廣告
")