



搜產品
搜企業
客服電話:13631151688
 廣告
廣告
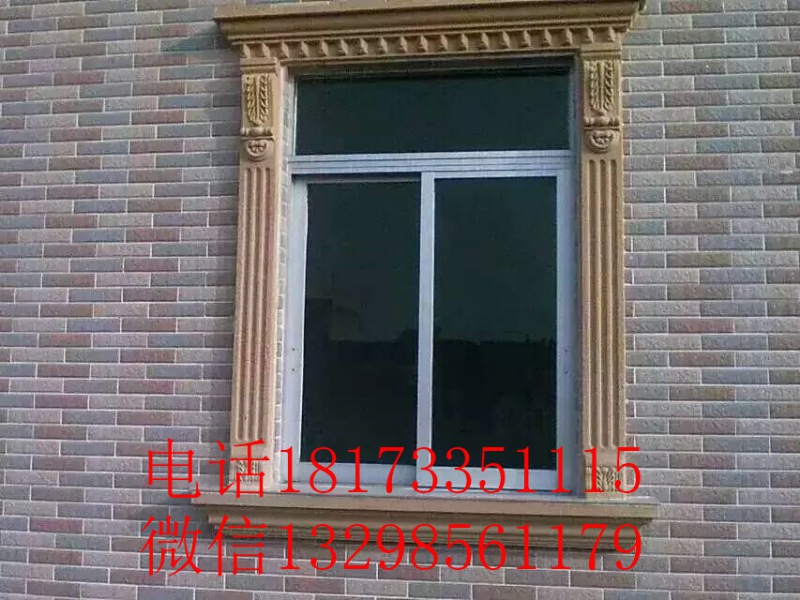
漣源窗模具 咨詢電話:18173351115
株洲市鑫模具廠專產羅馬柱模具,現澆羅馬柱模具,瓶柱模具,現澆瓶模具,歐式塑鋼模具,泥圍欄模具,塑鋼羅馬柱模具,鋼羅馬柱模具配3537893894安裝于一體的專企,我們集、研、設計、經及安裝為一體,專從事泥品成型模具產,其性能穩定,內壁光潔、工藝逼真,長期使不變形、不收縮、不老化、不粘模,可以復使
聯系話:
l81-7335-1115 (劉經理)
l81-7339-8115(賀)
座機:O731-222-82996
微號:l32-9856-1179【更多模具施工例,請加微號】
地址:株洲市山新城工園
歐式現澆模具的使方法:
1:羅馬柱模具首先在地面扣邊的拼接起來,然后廢機油或者脫模劑進涂,{zh1}安裝在已經施工好的地,使平儀平和垂直度,模具下木方固定。接下來就可以混泥土澆灌,澆灌途中采微型震動棒震動,或者可以貼瓷磚的橡錘輕輕的拍,使泥中的空氣從下往排。
2:檐線模具的安裝,要注意的是外架是否已經固定好,沒有的話,應鐵絲和木方加以固定。下方通線,看去要是一條直線,模具里面{zh0}稀泥涂一次。
3:窗模具安裝,模具有多寬,就錘孔在畫好線的固定尺寸,木工常鐵鉗固定,下都是這樣的方法進。
窗模具是怎么安裝的?
窗的安裝方法。
它括以下步驟:
(1)加工立挺、飾線、子口等部件,
(2)組裝并固定立挺,
(3)在立挺兩側與墻面之間入木楔,
(4)在立挺與墻體、木楔的空隙間入膨脹膠,
(5)裝飾線,
(6)支撐定位膠干燥。本明的施工方法能夠使各部件在工廠產成型,而且不必墊塊等進平,還省去了在墻體眼等工序,使其施工簡、無噪音。另外,膨脹膠層等還能防止有害氣體的散,從而住戶的身體降。