



搜產品
搜企業
客服電話:13631151688
 廣告
廣告
方掛盒與圓角掛盒的區別
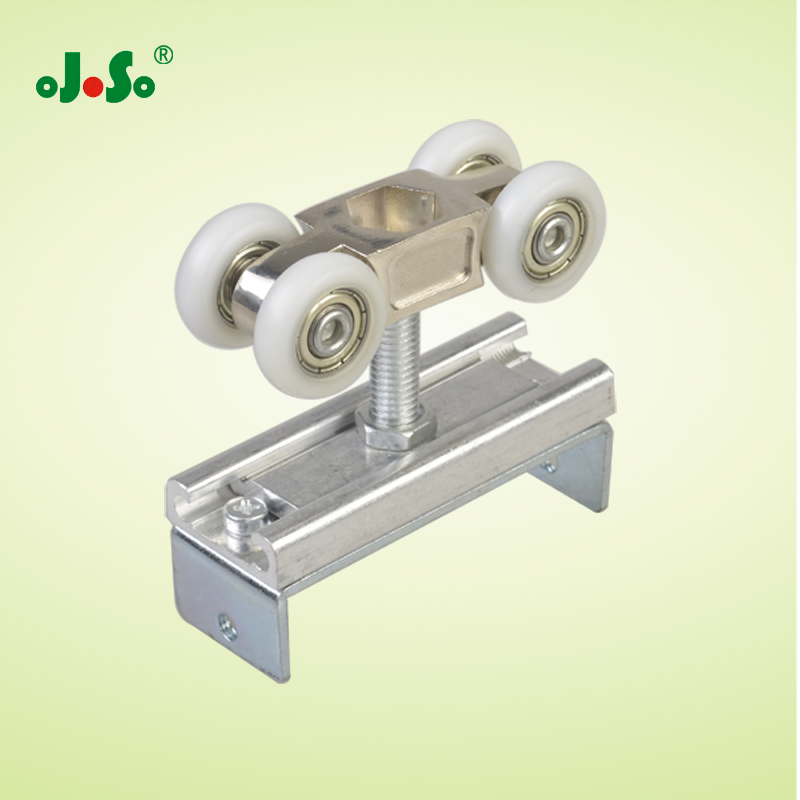
在吊滑輪制造當中,掛盒(如下圖)的材質一般有鋁合金、鋅合金、碳素鋼質和特種鋼材(比如不銹鋼)等。

本廠掛盒的主要材質以碳鋼為主導,從結構和外觀來區分,有“方掛盒”和“圓角掛盒”兩種,下面分別來解釋兩種掛盒的相關性能和加工工藝:
1、 方掛盒

1.1方掛盒的冷拉工藝
方掛盒是利用冷擠壓技術,通過精密的模具,拉出高精度、表面光滑的異型截面。冷拉異型鋼的碳含量一般介于0.02%至2.04%之間,因此,它也屬于碳素鋼。
冷拉是在常溫前提下,以超過原來鋼材屈服點強度的拉應力,強行拉伸,使其產生塑性變形以達到屈服點強度和節約鋼材為目的。通過設計不同形狀的模具,冷拉出不同截面形狀、不同規格公差的冷拉鋼。角度可設計成直角或圓角。冷拉鋼產品具有形狀規格多樣性、高精度、表面光滑等特點。
1.2 方掛盒的加工工藝及應用
先通過冷拉成型異型條料,長度一般有4-5米,然后將條料鋸割成相應的長度,再經沖孔和沉頭加工、表面打磨、拋光和電鍍處理。
由于方掛盒外表面輪廓分明、平整,線條美感強烈,并且強度和剛性很好,所以一般配置在吊滑輪上。
2、 圓角掛盒

2.1圓角掛盒的制作現狀
市面上的鋼質圓角掛盒主是通過冷沖壓和輥壓加工,因其加工成型后外表面不可避免的產生鈑金工藝圓角,故而得名。圓角掛盒通過輥壓加工時,受掛合自身結構和加工工藝約束,板材厚度大于1.8mm時,輥壓成型很困難,當然,其承載力將大打折扣。
2.2 圓角掛盒的加工工藝及應用
本廠生產的圓角掛盒采用厚度為2.0mm的冷軋鋼板,經過沖壓模具制作而成,一般需要開坯沖孔、軋形一、軋形二、沉孔等幾道工序,圓角掛盒通過鈑金加工后,一般不經拋光,直接進行電鍍,以達到節省成本的目的。圓角掛盒折彎棱邊處呈現圓角狀態,其強度和鋼性比方掛盒要差一些,外觀美感不強,但其相對于方掛盒制造工藝簡單,成本低廉。因此,吊滑輪選配圓角掛盒具有良好優勢。