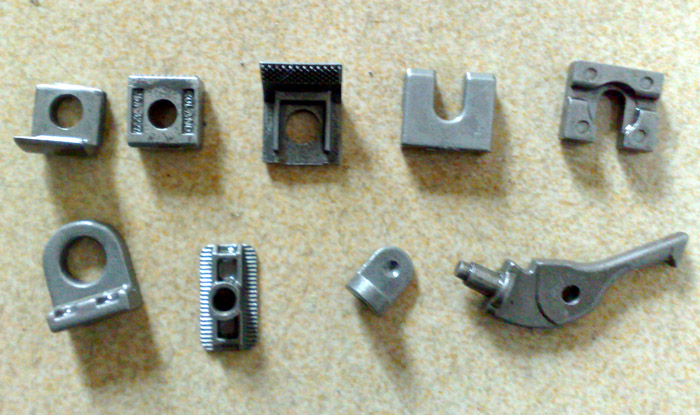
中山不銹鋼精密鑄造{zd0}的優(yōu)點就是由于熔模鑄件有著很高的尺寸精度和表面光潔度,所以可減少機械加工工作,只是在零件上要求較高的部位留少許加工余量即可,甚至某些鑄件只留打磨、拋光余量,不必機械加工即可使用。由此可見,采用不銹鋼精密鑄造方法可大量節(jié)省機床設備和加工工時,大幅度節(jié)約金屬原材料。
中山不銹鋼精密鑄造的機械性能比鑄鐵高,但其鑄造性能卻比鑄鐵差。因為不銹鋼精密鑄造的熔點較高,鋼液易氧化、鋼水的流動性差、收縮大,其體收縮率為10~14%,線收縮為1.8~2.5%。為防止鑄鋼件產生澆不足、冷隔、縮孔和縮松、裂紋及粘砂等缺陷,必須采取比鑄鐵復雜的工藝措施:
1、由于鋼液的流動性差,為防止鑄鋼件產生冷隔和澆不足,鑄鋼件的壁厚不能小于8mm;澆注系統(tǒng)的結構力求簡單、且截面尺寸比鑄鐵的大;采用干鑄型或熱鑄型;適當提高澆注溫度,一般為1520°~1600℃,因為澆注溫度高,鋼水的過熱度大、保持液態(tài)的時間長,流動性可得到改善。但是澆溫過高,會引起晶粒粗大、熱裂、氣孔和粘砂等缺陷。因此一般小型、薄壁及形狀復雜的鑄件,其澆注溫度約為鋼的熔點溫度+150℃;大型、厚壁鑄件的澆注溫度比其熔點高出100℃左右。
2、由于不銹鋼精密鑄造的收縮大大超過鑄鐵,為防止鑄件出現(xiàn)縮孔、縮松缺陷,在鑄造工藝上大都采用冒口和、冷鐵和補貼等措施,以實現(xiàn)順序凝固。
此外,為防止中山不銹鋼精密鑄造產生縮孔、縮松、氣孔和裂紋缺陷,應使其壁厚均勻、避免尖角和直角結構、在鑄型用型砂中加鋸末、在型芯中加焦炭、以及采用空 心型芯和油砂芯等來改善砂型或型芯的退讓性和透氣性。
■對我們中山不銹鋼精密鑄造來說有為重要的是:
●堅持與您進行長期的合作是我們自始自終的目標。
●您提出任務,我們共同探索解決方案。您的問題既是對我們工作的挑戰(zhàn),也是對我們的激勵。
●我們用心來協(xié)助我們注重工作的現(xiàn)用效果,站在您的立場上來看待您的問題。我們十分重視您的想法!
●鉆研“角尖”問題已經(jīng)成為我們的習慣。特殊的問題要求有特殊的解決方案。獨創(chuàng)性、探索精神和健康的。
●用主義在其中起著決定性的作用。
●我們追求{zg}的精密度和{dj0}的質量.
●歡迎垂詢有關我們企業(yè)的其他情況。歡迎立即與我們建立聯(lián)系!




 廣告
廣告