豐捷服裝生產平衡管理系統
《豐捷服裝生產平衡管理系統》是專為服裝工廠配套開發的專業軟件,用于服裝生產現場之工序分配、工序平衡和時間研究,是服裝精益生產改善活動的重要工具。
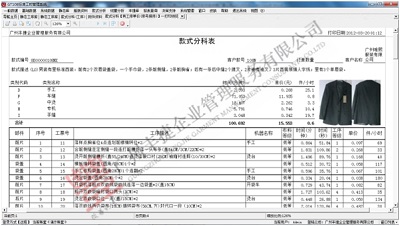
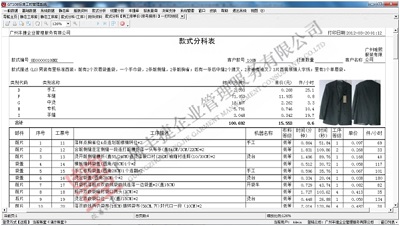
本系統是《豐捷GSD標準工時軟件》和《豐捷GT108標準工時軟件》的配套軟件產品,可直接引用《GSD標準工時管理軟件》和《豐捷GT108標準工時管理軟件》之工序分科和標準工時,避免重復錄入。
本系統適宜于已購買或同步購買《豐捷GSD標準工時管理系統》或《豐捷GT108標準工時系統》的服裝生產企業。
研究表明,服裝企業生產效率的高低主要由縫制工序的效率來確定,車間生產線的平衡是服裝生產研究的關鍵內容。目前我國服裝企業中,縫制工序的編制和設備的利用等主要都是憑經驗、直觀和感覺等進行估算,缺乏科學依據,往往導致縫制工序不平衡,勞動力和生產設備得不到充分利用,經常發生誤工、誤時現象。研究縫制工序的平衡方法,在提高流水線效率后,能減少企業的資源浪費,提高管理水平和經濟效益,提高企業的競爭能力。服裝生產線的平衡理論為縫制車間提供了平衡方法的理論依據。要研究工序平衡的方法首先要將成衣的整個縫制過程細化到最小工序單元,按照作業順序編制工序,然后根據生產計劃來確定流水線節拍。其次,利用生產線的平衡理論,對工序進行組合和調整,獲得較為合理有效的工序流程并進行評價。{zh1}根據實際情況,在生產過程中隨時進行調整,則工序與工序之間就不會出現停工等待現象,使生產具有連貫性,不斷改進,以獲取更高的生產效率和經濟效益。
1、
建立員工資料及員工技能分析,正確了解員工zys的、{zx1}的生產效率
,在進行員工工序分配的同時,才能更好的合理安排員工工序分配。人員配置預估效率:根據員工實際能力以GT時間為標準評估的效率 。
2、
工序分配的目的是為了,把合適的人做合適的工作,要做到平衡、公平、公正、公開、效果。通常工序分配都是組長憑經驗、和感覺來進行工序分配,缺乏科學依據。工序平衡系統目前較先進化,在進行員工工序分配時都以流線化分配為原則,建立在員工技能有據可依前提下,結合標準時間,展開分配研究,制訂科學可控的有效工作分配法。操作員工接受生產的范圍可以作為最小的工序單元,工序的單元越小,工序平衡和改進越方便,工人操作越單一,但工序數量會增多,對生產而言,只有對生產服裝盡可能列出簡化的工序,才能使生產有序、合理化。在服裝生產流水作業過程中,若工序的標準加工時間相同,則工序與工序之間就不會出現停工等待現象,使生產具有連貫性。
3、 工序分配系統進行自動車位實際排布圖,根據工序分配表,依場所大小及經濟化傳遞,合理的利用現有空間排位,明確指示排位圖上線外作業及整款流向
,統計生產線上所有機器數量,根據單件流為原則,直線型排位,不逆流、不交叉流、只能左右交叉傳遞,不可拋仍裁片、結合員工技能及理想分配,將工序安排入各制程中,且在工序組合時必須抓住重點,以時間平衡及流程順暢為主,其它條件作為輔助的參考。方便不同類型的工序組合。確定各制程所需的機械及輔件(一個制程中最多不要超過兩臺機器)。
4、 進行工序平衡法、時間研究法,在大貨正常生產5—10小時后,IE、組長、主管根據整組的生產流水情況,進行賽跑的原理,全組進行生產線平衡法《1、2、3測時》,根據各組員工實際測試時間,進行研究和分析,再進行員工工序分配,合理的進行組合、拆分、更換等事項,各制程時間須平衡,細化組合作業方法較類似的工序,便于員工技能發揮。
5、 開展時間研究及工序分配反饋,根據整組的123測時時間,IE人員把相關數據輸入工序分配系統,員工的實際操作時間與標準時間分析并進行比對,可以清晰的了解到員工能的生產效率的真實行,工序平衡系統是服裝界管理人員的管理寶典。
豐捷服裝生產平衡管理系統
《豐捷服裝生產平衡管理系統》是專為服裝工廠配套開發的專業軟件,用于服裝生產現場之工序分配、工序平衡和時間研究,是服裝精益生產改善活動的重要工具。
本系統是《豐捷GSD標準工時軟件》和《豐捷GT108標準工時軟件》的配套軟件產品,可直接引用《GSD標準工時管理軟件》和《豐捷GT108標準工時管理軟件》之工序分科和標準工時,避免重復錄入。
本系統適宜于已購買或同步購買《豐捷GSD標準工時管理系統》或《豐捷GT108標準工時系統》的服裝生產企業。
研究表明,服裝企業生產效率的高低主要由縫制工序的效率來確定,車間生產線的平衡是服裝生產研究的關鍵內容。目前我國服裝企業中,縫制工序的編制和設備的利用等主要都是憑經驗、直觀和感覺等進行估算,缺乏科學依據,往往導致縫制工序不平衡,勞動力和生產設備得不到充分利用,經常發生誤工、誤時現象。研究縫制工序的平衡方法,在提高流水線效率后,能減少企業的資源浪費,提高管理水平和經濟效益,提高企業的競爭能力。服裝生產線的平衡理論為縫制車間提供了平衡方法的理論依據。要研究工序平衡的方法首先要將成衣的整個縫制過程細化到最小工序單元,按照作業順序編制工序,然后根據生產計劃來確定流水線節拍。其次,利用生產線的平衡理論,對工序進行組合和調整,獲得較為合理有效的工序流程并進行評價。{zh1}根據實際情況,在生產過程中隨時進行調整,則工序與工序之間就不會出現停工等待現象,使生產具有連貫性,不斷改進,以獲取更高的生產效率和經濟效益。
1、
建立員工資料及員工技能分析,正確了解員工zys的、{zx1}的生產效率
,在進行員工工序分配的同時,才能更好的合理安排員工工序分配。人員配置預估效率:根據員工實際能力以GT時間為標準評估的效率 。
2、
工序分配的目的是為了,把合適的人做合適的工作,要做到平衡、公平、公正、公開、效果。通常工序分配都是組長憑經驗、和感覺來進行工序分配,缺乏科學依據。工序平衡系統目前較先進化,在進行員工工序分配時都以流線化分配為原則,建立在員工技能有據可依前提下,結合標準時間,展開分配研究,制訂科學可控的有效工作分配法。操作員工接受生產的范圍可以作為最小的工序單元,工序的單元越小,工序平衡和改進越方便,工人操作越單一,但工序數量會增多,對生產而言,只有對生產服裝盡可能列出簡化的工序,才能使生產有序、合理化。在服裝生產流水作業過程中,若工序的標準加工時間相同,則工序與工序之間就不會出現停工等待現象,使生產具有連貫性。
3、 工序分配系統進行自動車位實際排布圖,根據工序分配表,依場所大小及經濟化傳遞,合理的利用現有空間排位,明確指示排位圖上線外作業及整款流向
,統計生產線上所有機器數量,根據單件流為原則,直線型排位,不逆流、不交叉流、只能左右交叉傳遞,不可拋仍裁片、結合員工技能及理想分配,將工序安排入各制程中,且在工序組合時必須抓住重點,以時間平衡及流程順暢為主,其它條件作為輔助的參考。方便不同類型的工序組合。確定各制程所需的機械及輔件(一個制程中最多不要超過兩臺機器)。
4、 進行工序平衡法、時間研究法,在大貨正常生產5—10小時后,IE、組長、主管根據整組的生產流水情況,進行賽跑的原理,全組進行生產線平衡法《1、2、3測時》,根據各組員工實際測試時間,進行研究和分析,再進行員工工序分配,合理的進行組合、拆分、更換等事項,各制程時間須平衡,細化組合作業方法較類似的工序,便于員工技能發揮。
5、 開展時間研究及工序分配反饋,根據整組的123測時時間,IE人員把相關數據輸入工序分配系統,員工的實際操作時間與標準時間分析并進行比對,可以清晰的了解到員工能的生產效率的真實行,工序平衡系統是服裝界管理人員的管理寶典。
豐捷服裝生產平衡管理系統
《豐捷服裝生產平衡管理系統》是專為服裝工廠配套開發的專業軟件,用于服裝生產現場之工序分配、工序平衡和時間研究,是服裝精益生產改善活動的重要工具。
本系統是《豐捷GSD標準工時軟件》和《豐捷GT108標準工時軟件》的配套軟件產品,可直接引用《GSD標準工時管理軟件》和《豐捷GT108標準工時管理軟件》之工序分科和標準工時,避免重復錄入。
本系統適宜于已購買或同步購買《豐捷GSD標準工時管理系統》或《豐捷GT108標準工時系統》的服裝生產企業。
研究表明,服裝企業生產效率的高低主要由縫制工序的效率來確定,車間生產線的平衡是服裝生產研究的關鍵內容。目前我國服裝企業中,縫制工序的編制和設備的利用等主要都是憑經驗、直觀和感覺等進行估算,缺乏科學依據,往往導致縫制工序不平衡,勞動力和生產設備得不到充分利用,經常發生誤工、誤時現象。研究縫制工序的平衡方法,在提高流水線效率后,能減少企業的資源浪費,提高管理水平和經濟效益,提高企業的競爭能力。服裝生產線的平衡理論為縫制車間提供了平衡方法的理論依據。要研究工序平衡的方法首先要將成衣的整個縫制過程細化到最小工序單元,按照作業順序編制工序,然后根據生產計劃來確定流水線節拍。其次,利用生產線的平衡理論,對工序進行組合和調整,獲得較為合理有效的工序流程并進行評價。{zh1}根據實際情況,在生產過程中隨時進行調整,則工序與工序之間就不會出現停工等待現象,使生產具有連貫性,不斷改進,以獲取更高的生產效率和經濟效益。
1、
建立員工資料及員工技能分析,正確了解員工zys的、{zx1}的生產效率
,在進行員工工序分配的同時,才能更好的合理安排員工工序分配。人員配置預估效率:根據員工實際能力以GT時間為標準評估的效率 。
2、
工序分配的目的是為了,把合適的人做合適的工作,要做到平衡、公平、公正、公開、效果。通常工序分配都是組長憑經驗、和感覺來進行工序分配,缺乏科學依據。工序平衡系統目前較先進化,在進行員工工序分配時都以流線化分配為原則,建立在員工技能有據可依前提下,結合標準時間,展開分配研究,制訂科學可控的有效工作分配法。操作員工接受生產的范圍可以作為最小的工序單元,工序的單元越小,工序平衡和改進越方便,工人操作越單一,但工序數量會增多,對生產而言,只有對生產服裝盡可能列出簡化的工序,才能使生產有序、合理化。在服裝生產流水作業過程中,若工序的標準加工時間相同,則工序與工序之間就不會出現停工等待現象,使生產具有連貫性。
3、 工序分配系統進行自動車位實際排布圖,根據工序分配表,依場所大小及經濟化傳遞,合理的利用現有空間排位,明確指示排位圖上線外作業及整款流向
,統計生產線上所有機器數量,根據單件流為原則,直線型排位,不逆流、不交叉流、只能左右交叉傳遞,不可拋仍裁片、結合員工技能及理想分配,將工序安排入各制程中,且在工序組合時必須抓住重點,以時間平衡及流程順暢為主,其它條件作為輔助的參考。方便不同類型的工序組合。確定各制程所需的機械及輔件(一個制程中最多不要超過兩臺機器)。
4、 進行工序平衡法、時間研究法,在大貨正常生產5—10小時后,IE、組長、主管根據整組的生產流水情況,進行賽跑的原理,全組進行生產線平衡法《1、2、3測時》,根據各組員工實際測試時間,進行研究和分析,再進行員工工序分配,合理的進行組合、拆分、更換等事項,各制程時間須平衡,細化組合作業方法較類似的工序,便于員工技能發揮。
5、 開展時間研究及工序分配反饋,根據整組的123測時時間,IE人員把相關數據輸入工序分配系統,員工的實際操作時間與標準時間分析并進行比對,可以清晰的了解到員工能的生產效率的真實行,工序平衡系統是服裝界管理人員的管理寶典。
豐捷服裝生產平衡管理系統
《豐捷服裝生產平衡管理系統》是專為服裝工廠配套開發的專業軟件,用于服裝生產現場之工序分配、工序平衡和時間研究,是服裝精益生產改善活動的重要工具。
本系統是《豐捷GSD標準工時軟件》和《豐捷GT108標準工時軟件》的配套軟件產品,可直接引用《GSD標準工時管理軟件》和《豐捷GT108標準工時管理軟件》之工序分科和標準工時,避免重復錄入。
本系統適宜于已購買或同步購買《豐捷GSD標準工時管理系統》或《豐捷GT108標準工時系統》的服裝生產企業。
研究表明,服裝企業生產效率的高低主要由縫制工序的效率來確定,車間生產線的平衡是服裝生產研究的關鍵內容。目前我國服裝企業中,縫制工序的編制和設備的利用等主要都是憑經驗、直觀和感覺等進行估算,缺乏科學依據,往往導致縫制工序不平衡,勞動力和生產設備得不到充分利用,經常發生誤工、誤時現象。研究縫制工序的平衡方法,在提高流水線效率后,能減少企業的資源浪費,提高管理水平和經濟效益,提高企業的競爭能力。服裝生產線的平衡理論為縫制車間提供了平衡方法的理論依據。要研究工序平衡的方法首先要將成衣的整個縫制過程細化到最小工序單元,按照作業順序編制工序,然后根據生產計劃來確定流水線節拍。其次,利用生產線的平衡理論,對工序進行組合和調整,獲得較為合理有效的工序流程并進行評價。{zh1}根據實際情況,在生產過程中隨時進行調整,則工序與工序之間就不會出現停工等待現象,使生產具有連貫性,不斷改進,以獲取更高的生產效率和經濟效益。
1、
建立員工資料及員工技能分析,正確了解員工zys的、{zx1}的生產效率
,在進行員工工序分配的同時,才能更好的合理安排員工工序分配。人員配置預估效率:根據員工實際能力以GT時間為標準評估的效率 。
2、
工序分配的目的是為了,把合適的人做合適的工作,要做到平衡、公平、公正、公開、效果。通常工序分配都是組長憑經驗、和感覺來進行工序分配,缺乏科學依據。工序平衡系統目前較先進化,在進行員工工序分配時都以流線化分配為原則,建立在員工技能有據可依前提下,結合標準時間,展開分配研究,制訂科學可控的有效工作分配法。操作員工接受生產的范圍可以作為最小的工序單元,工序的單元越小,工序平衡和改進越方便,工人操作越單一,但工序數量會增多,對生產而言,只有對生產服裝盡可能列出簡化的工序,才能使生產有序、合理化。在服裝生產流水作業過程中,若工序的標準加工時間相同,則工序與工序之間就不會出現停工等待現象,使生產具有連貫性。
3、 工序分配系統進行自動車位實際排布圖,根據工序分配表,依場所大小及經濟化傳遞,合理的利用現有空間排位,明確指示排位圖上線外作業及整款流向
,統計生產線上所有機器數量,根據單件流為原則,直線型排位,不逆流、不交叉流、只能左右交叉傳遞,不可拋仍裁片、結合員工技能及理想分配,將工序安排入各制程中,且在工序組合時必須抓住重點,以時間平衡及流程順暢為主,其它條件作為輔助的參考。方便不同類型的工序組合。確定各制程所需的機械及輔件(一個制程中最多不要超過兩臺機器)。
4、 進行工序平衡法、時間研究法,在大貨正常生產5—10小時后,IE、組長、主管根據整組的生產流水情況,進行賽跑的原理,全組進行生產線平衡法《1、2、3測時》,根據各組員工實際測試時間,進行研究和分析,再進行員工工序分配,合理的進行組合、拆分、更換等事項,各制程時間須平衡,細化組合作業方法較類似的工序,便于員工技能發揮。
5、 開展時間研究及工序分配反饋,根據整組的123測時時間,IE人員把相關數據輸入工序分配系統,員工的實際操作時間與標準時間分析并進行比對,可以清晰的了解到員工能的生產效率的真實行,工序平衡系統是服裝界管理人員的管理寶典。




 廣告
廣告