搜產品
搜企業
客服電話:13631151688
 廣告
廣告

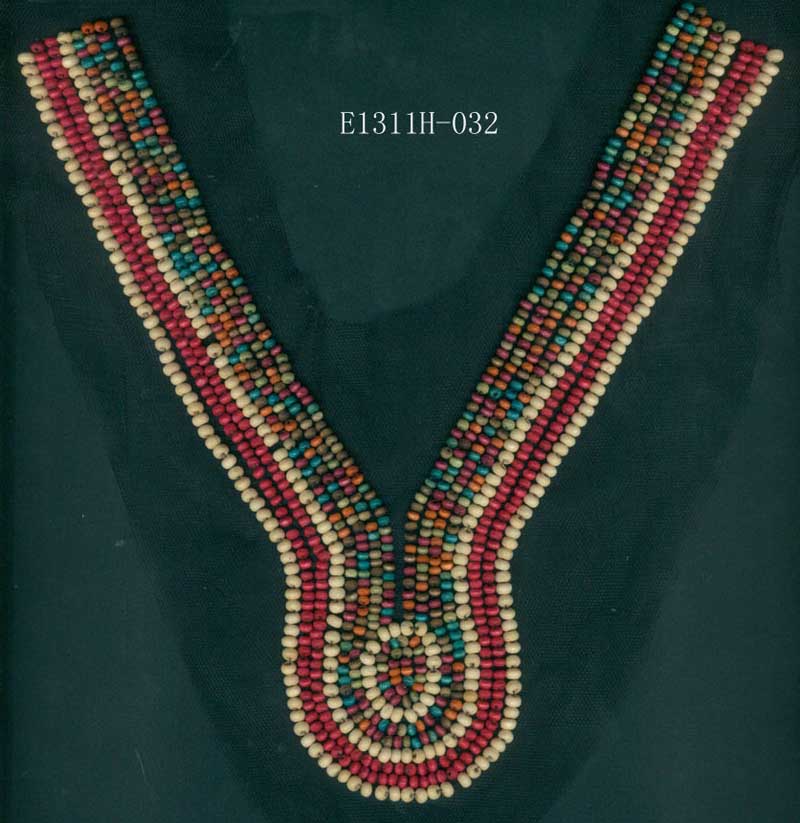
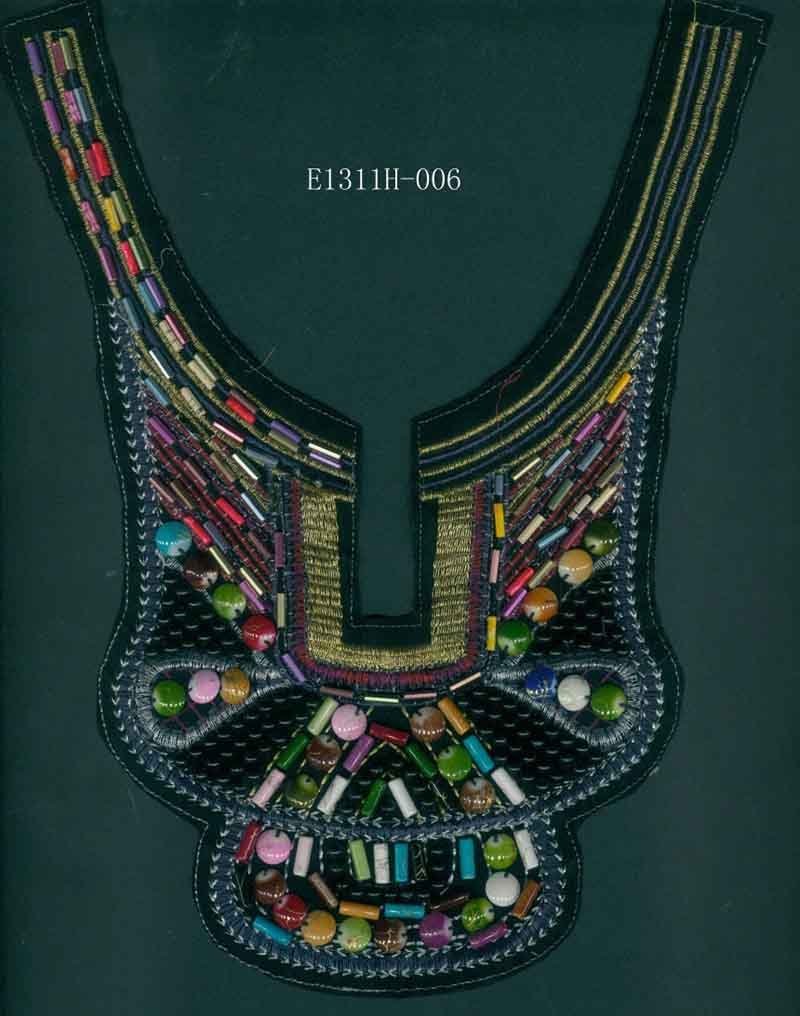
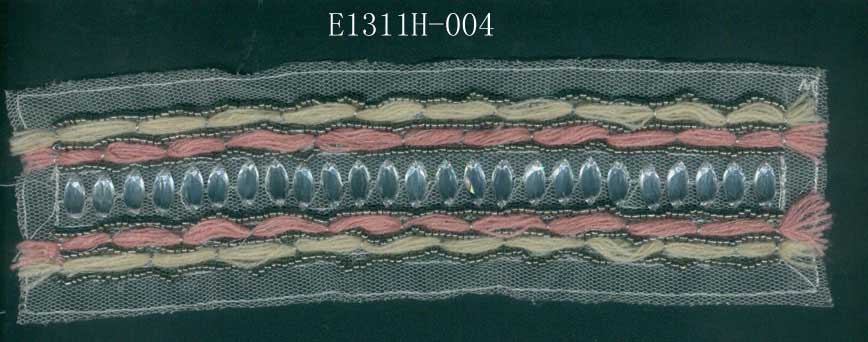
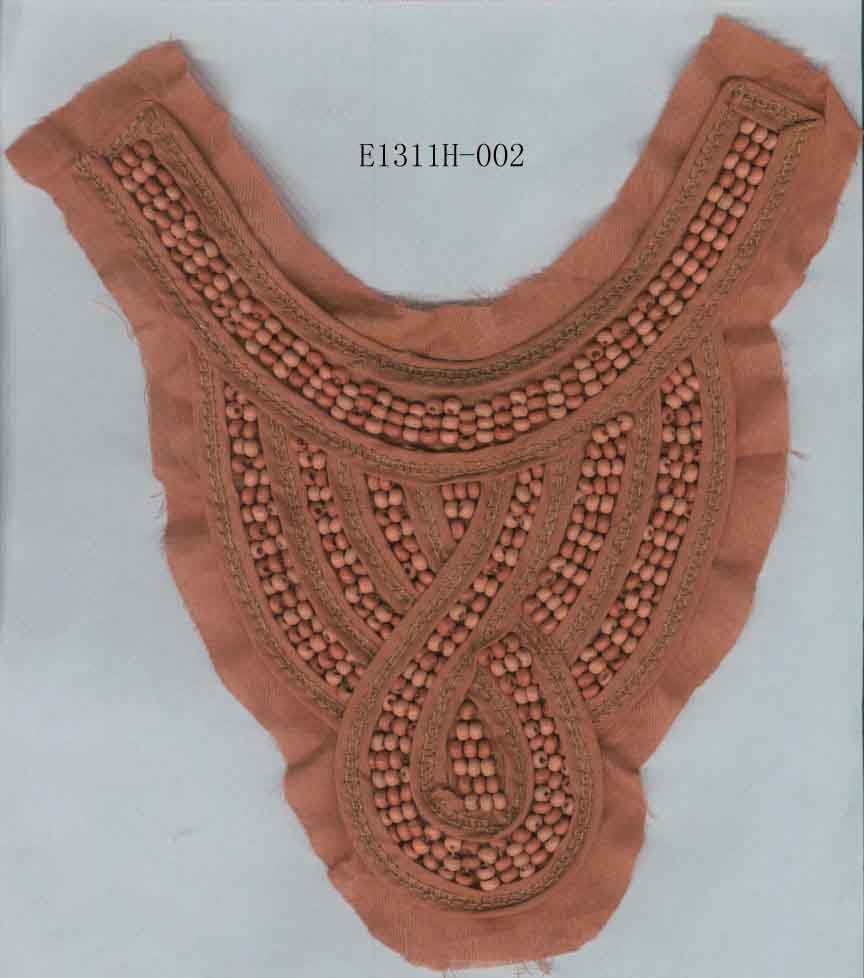
蘇州珠子衣領,徐州刺繡衣領,環尚優質輔料橫空出世 相關信息由 廣州市環尚貿易有限公司提供。如需了解更詳細的 蘇州珠子衣領,徐州刺繡衣領,環尚優質輔料橫空出世 的信息,請點擊 http://www.zgmflm.cn/b2b/huanshang111.html 查看 廣州市環尚貿易有限公司 的詳細聯系方式。