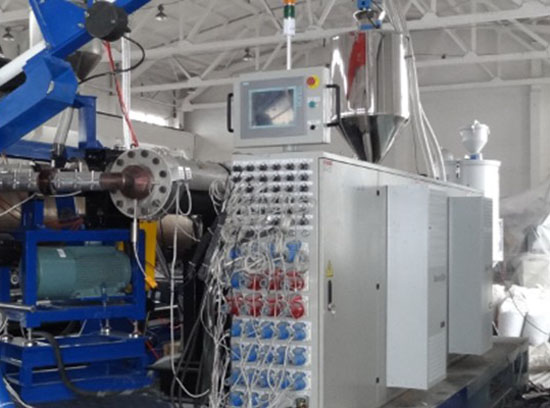
克拉管設備介紹:
克拉管生產線采用擠出機位置固定結構,高度可調,主機及生產所需的料管、燃氣、動力電纜、水、氣路、PP管固定不動,設備易于安裝、操作、維護、方便、安全。

采用{gx}率HDPE專用擠出機,使物料具有較低的融體溫度、均勻的融熔物料、在同等產量下更低的能耗。


采用德國KROM燃氣點火及火焰檢測裝置,在生產過程中檢測到火焰熄滅后會自動點火,如果因壓力不足及燃氣質量問題點不著火,會報警并自動關閉燃氣閥門,保證點火的可靠性及使用過程中燃氣的安全性。

采用快速紅外加熱裝置用于多層纏繞加熱,加熱效率高,速度快,能耗低。用此裝置,管材表面可以吸收93%以上的加熱器產生的熱量使管材表面快速熔化,與外層復合到一起。

采用纏繞平臺移動結構,纏繞平臺可以縱向移動,也可以前后移動用于調節與擠出模具之間的距離,以便于生產不同口徑的管材。
纏繞平臺縱向運動采用美國進口高速、高承重直線軸承,導軌采用高精密圓形直線導軌,驅動動系統采用進口伺服電機及高精密減速機,運行平穩,可靠,工作壽命長。
整個纏繞平臺采用焊接后整體加工的工藝,整體性好,承重大,并保證模具兩端的支撐輪在同一水平高度,保證了運行穩定可靠,提高制品質量。
纏繞平臺采用進口伺服電機雙端驅動,這樣在生產過程中,模具兩端受到相同的力及旋轉速度,生產更加穩定,可靠,同時提高模具的壽命。
模具支撐輪的間距調節采用電動方式,操作簡便。
鋁合金纏繞平臺操作面,在生產過程中,操作人員可隨時在背面檢測管材的生產狀況。

切削采用硬質合金刀具或者可更換硬質合金刀頭的刀具,切削面美觀,平整,使用壽命長。

冷卻風機采用大流量軸流風機,風量大,冷卻速度快,能耗低。

脫模系統采用平臺牽引式脫模結構,脫模效率高,運行穩定,可靠,系統維護簡單。

因采用纏繞臺移動結構及平臺牽引式脫模,使生產線的布局更加靈活,可以充分利用生產空間。
設備自動控制系統,整個生產線采用工控機與PLC相結合的控制系統,即可以實現自動生產,又可以實現手動生產。
具有完善的安全保護裝置,在纏繞平臺的各個操作面都設有急停按鈕,以防在生產操作過程中出現緊急狀況。急停按鈕按下后,控制程序會在屏幕上顯示所按下的急停按鈕的位置,以方便恢復生產。
控制程序,在自動生產時,系統會根據所選管材的規格、型號、產量自動計算并生成控制數據及工藝曲線,來控制整個管材的生產,包括擠出機產量及啟停,纏繞速
度,纏繞臺運行速度,PP管速度,燃氣加熱的開停,PP管切斷等。在自動生產時,操作人員可以根據實際的生產狀況對各種生產參數進行微調,并可將調整后的
數據保存到計算機中,以便下次生產同樣規格的管材時調用。在生產時,操作人員對照工藝曲線與運行曲線便可知生產操作正確與否。
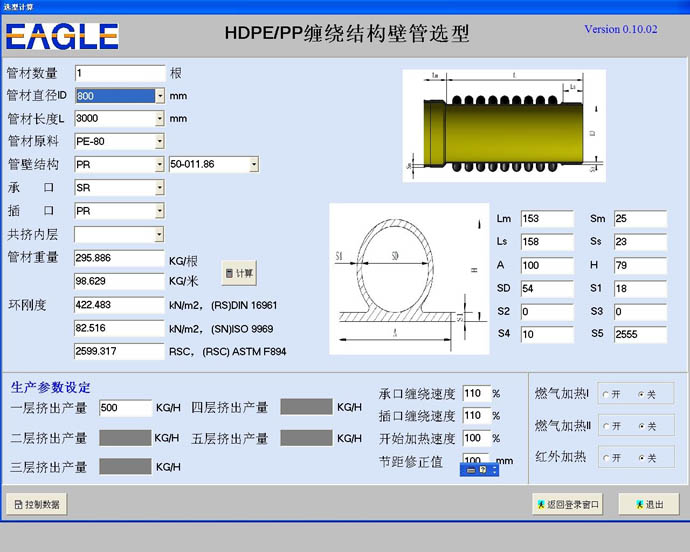
在控制程序中,程序可以計算出所選結構管材的環剛度,米重。操作人員,還可以自定義管壁結構,承插口的厚度,PP管的規格,原材料的參數。數據修改后,下次程序計算時,可以選擇所改的參數,程序會根據這些參數計算出管材的環剛度,重量,并自動生成生產數據。
自動程序所采用的數據為歐洲{zx1}數據并與歐洲同步更新。