手機外殼、MP3外殼、MP4外殼、小靈通外殼、電話機外殼、數碼相機外殼、鼠標外殼、液晶顯示器面板,音箱殼,及其它外形相對規則的產品。
二、噴涂流程
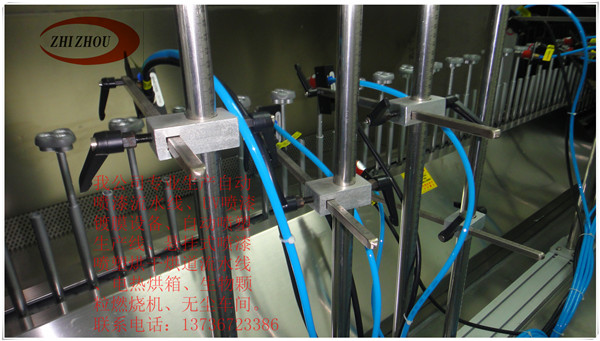
上料→人工除塵→全方位自轉配合各角度噴漆槍經由縱、橫、豎多軸進行噴涂→下料
三、外觀尺寸
長2m*寬2m*高2.5m
四、工藝資料
1、制具座轉換速度0-10 r/min
2、制具盤自轉速度0-50 r/min
3、工件尺寸:600mm*600m(可定做)
4、噴漆槍轉動角度::0-100度
5、噴涂速度:0-3m/s
6、操作方式:人機界面采用可編程PLC中控系統,數控自動噴漆機型不同,可記憶25-100個程序,可噴22個面。
五、特點
1、用途廣適、用性強,能達到高品質、{gx}率噴涂。
2、整機自動控制,故障自動檢測,自動安全保護。
3、全中文菜單,操作簡單易學,約十分鐘可編一組程序,智能化存儲系統,程序自由設定及移載,可存儲十組程序。
4、噴漆槍的霧化噴弧油量均由人機界面任意設定,系統可保存30種噴涂參數。供客戶使用方便。
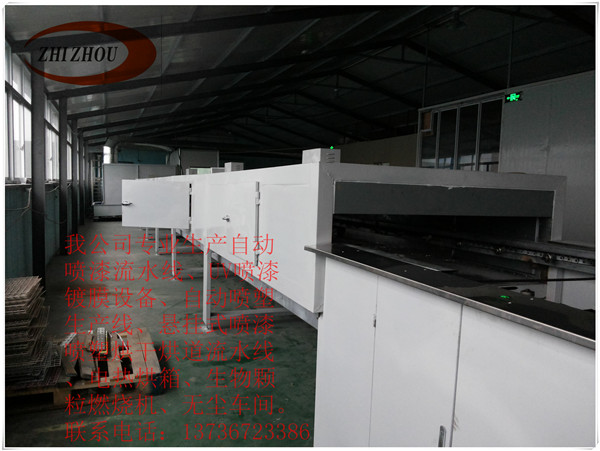
往復式自動噴漆機、紐扣自動噴漆機 箱包配件自動噴漆機、機器手噴涂機、五軸自動噴漆機、三軸自動噴漆機
一般工藝
1.表面處理:通常,鍍膜之前,應對基材(鍍件)進行除油、除塵等預處理,以保證鍍件的整潔、干燥,避免底涂層出現麻點、附著力差等缺點。對于特殊材料,如PE(聚乙烯)料等,還應對其進行改性,以達到鍍膜的預期效果。
2.底涂、面涂:噴涂施工時,可以采用自動噴涂,也可采用人工噴涂及浸涂,具體應視鍍件大小、形狀、結構及用戶設備等具體情況及客戶的質量要求而定。
3.底涂烘干:烘干的目的是為了提高生產效率。通常烘干的溫度為60-70℃,時間約2小時。烘干完成的要求是漆膜wq干燥。
4.面涂烘干:通常面涂層較底涂層薄,故烘干溫度較低,約50-60℃,時間約1~2小時,用戶可根據實際情況靈活把握,最終應保證面涂層徹底干燥。如果鍍件不需著色,則工序進行到此已經結束。
5.鍍膜:鍍膜時,應保證鍍膜機的真空度達到要求后,再加熱鎢絲,并嚴格控制加熱時間。同時,應掌握好鍍膜用金屬(如鋁線)的量,太少可能導致金屬膜遮蓋不住底材,太多則除了浪費外,還會影響鎢絲壽命和鍍膜質量。
6.水染著色:如果鍍件需要進行水染著色,則可將面漆已經烘干的鍍件放進染缸里,染上所需顏色,之后沖洗晾干即可。染色時要注意控制水的溫度,通常在60~80℃左右,同時應控制好水染的時間。水染著色的缺點是容易褪色,但成本較低。各種水染色粉我公司有配套銷售。
7.油染著色:若鍍件需進行油染著色,則鍍膜后視客戶要求,直接用SZ-啞光色油、SZ-透明色油浸涂或噴涂,干燥后即可。油染的色澤經久不褪,成本較水染略高。
一般流程:
上件→火焰處理→自動靜電除塵→噴底漆→底漆烘干→下件→真空鍍膜→上件→自動靜電除塵→噴面漆→UV固化→冷卻→下件。




 廣告
廣告