馬鞍山市諾爾達數控模具制造有限公司18155520518立足于國內市場,不僅確保產品質量與國內品牌接軌,還不斷地加強自己的技術力量,保證客戶在諾爾達得到最合適最滿意的產品。{zy1}的產品質量,{yx}的銷售服務和wm的技術支持三者共同撐起了諾爾達的品牌價值,也是帶領公司加工市場的資本。
聯系人:陳經理
電話:18155520518
電話:0555-6828999
傳真:0555-6778911
網址:
地址:安徽當涂縣博望新區平橋工業園

高速圓刀片切削時的表面形貌并不僅僅是由刀具擠壓產生的材料塑性縱向和橫向活動決定,它還與材料在切削時的表現、切削用量(刀具運動軌跡)以及刀具前、后刀面外形和磨(破)損狀態有關.刀具磨(破)損狀態對工件已加工表面質量改變影響極大,樞紐是切削熱對加工表面質量起著嚴峻的影響作用。
1931年,德國切削物理學家薩洛蒙(Carl.J.Salomon)博士提出了高速切削的概念.高速切削中的“高速”不僅應是一個技術指標,也應是一個技術上可以實現的切削速度.目前,所謂“高速”只是一個相對概念,海內外專家尚未對其速度范圍的界定達成共鳴。
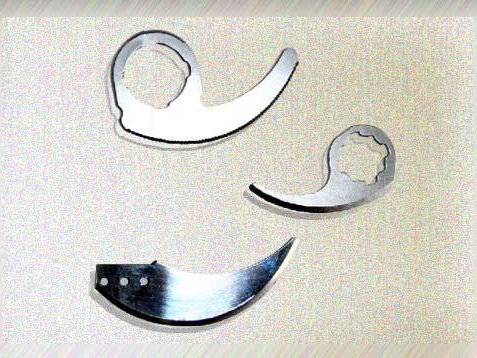
在圓刀片高速切削前提下,絕大多數已加工表面是由切削刃直接切出來的.因為刀具的快速磨損,刀具切削部位往往形成“圓弧+直線”刃的切削情況,工件已加工表面的殘留面積高度峰點由直線形副切削刃切出,圓弧型主切削刃不介入殘留面積{zg}峰點的切出.除刀具幾何因素影響外,切削過程中高溫下工件材料的塑性變形,對已加工表面形貌的形成,尤其是對輪廓{zd0}高度的泛起起著至關重要的影響作用。

與常規切削過程比擬,圓刀片高速切削前提下,工件已加工表面的機械物理機能的改變更為復雜,進給印跡和側流現象的泛起更為嚴峻和普遍.這些現象的泛起使加工表面上殘留面積發生畸變,有可能因此增大已加工表面的表面粗拙度。
通常以為高速加工時的分切刀片速度比常規切削速度高5~10倍以上,但對于不同的加工方式和工件材料,高速切削的速度是不同的.高速切削主要是指高速車削和高速銑削,采用高的主軸轉速和高的進給速度方式,獲得比常規加工更高的切削效率,更好的加工精度.本文所論述的是高速切削技術中的高速車削試驗工件已加工表面形貌特征.已加工表面形貌對工件成為機器零件后的使用機能有很大影響.犁壟和側流現象是高速切削工件已加工表面最為典型的形貌特征之一。
在已加工表面形成過程中,在第1變形區內切削層金屬發生塑性變形,因為切削刃是近似于橢圓的柱面,切削刃前區有很小一部門材料進入第Ⅲ變形區后仍將進一步發生垂直于切削刃方向的彈性和塑性變形,并且,因為擠壓和進給運動引導作用也沿水平方向產生塑性側向活動(簡稱側流),因此,這--JJ,部門材料貼著后刀面滑出,{zh1}趨于不亂狀態,達到已加工表面{zj2}位置。




 廣告
廣告