由于砂輪的制造工藝決定了其表面形貌是隨機的,各磨粒的幾何形狀、分布及切削刃所處的高度不一致,因此磨削時只有少數較高的切削刃切到工件,限制了磨削質量和磨削效率的進一步提高。
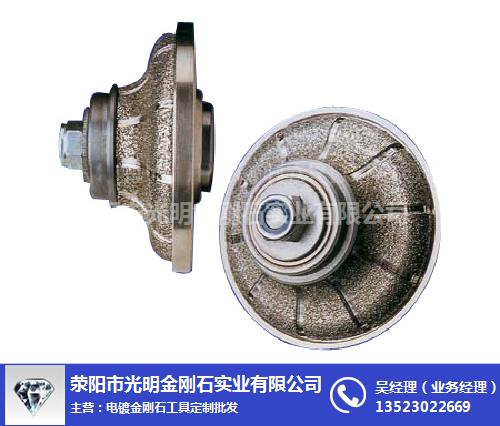
電鍍金剛石砂輪電鍍金剛石砂輪的優點:
①電鍍工藝簡單,投資少,制造方便;
②無需修整,使用方便;
③單層結構決定了它可以達到很高的工作速度,目前國外已高達250~300m/s;
④雖然只有單層金剛石,但仍有足夠的壽命;
⑤對于精度要求較高的滾輪和砂輪,電鍍是{wy}的制造方法。

電鍍金剛石砂輪的優點
金剛石砂輪是磨削硬質合金、玻璃、陶瓷、寶石等高硬脆材料{tx}工具。近幾年來,隨著高速磨削超精密磨削技術迅速發展,對砂輪提出了更高要求。此外,由于砂輪制造工藝決定了其表面形貌隨機,各磨粒幾何形狀、分布及切削刃所處高度不一致,因此磨削時只有少數較高切削刃切到工件,限制了磨削質量磨削效率進一步提高。
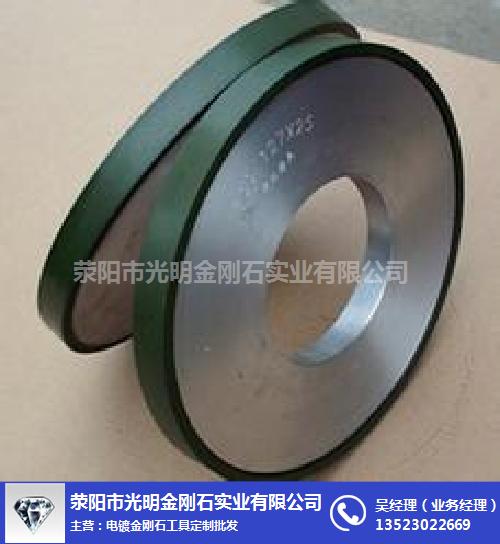
電鍍金剛石砂輪優點:
①電鍍工藝簡單,投資少,制造方便;
②無需修整,使用方便;
③單層結構決定了它可以達到很高工作速度,現國外已高達250~300m/s;
④雖然只有單層金剛石,但仍有足夠壽命;
⑤對于精度要求較高滾輪砂輪,電鍍{wy}制造方法。
正由于這些優勢,電鍍砂輪高速、超高速磨削占據著無可爭議主導地位。電鍍金剛石砂輪存缺陷:鍍層金屬與基體及磨料結合面上并不存牢固化學冶金結合,磨料實際上只被機械bao埋鑲嵌鍍層金屬,因而把持力小,金剛石顆粒負荷較重{gx}磨削易脫落(或鍍層成片剝落)而導致整體失效;為增加把持力就必須增加鍍層厚度,其結果磨粒裸露高度容屑空間減小,砂輪容易發生堵塞,散熱效果差,工件表面容易發生ss。目前國內電鍍砂輪制造尚未實現按加工條件要求而優化設計出砂輪{zj0}地貌,單層電鍍金剛石砂輪這些固有弊端必然會大大限制它{gx}磨削應用。

滎陽市光明金剛石實業有限公司主要生產人造金剛石制品,人造金剛石磨輪,精磨片,研磨膏,各種電鍍金剛石工具,各種精選人造金剛石及微粉等產品。可根據您的需要訂購形狀,大小,尺寸,歡迎電話咨詢!
金剛石砂輪的新發展
燒結型金屬結合劑金剛石砂輪多以青銅等金屬作為結合劑,用高溫燒結法制造,其結合強度高,成型性好,耐高溫,導熱性耐磨性好,使用壽命長,可承受較大負荷。
因金剛石砂輪燒結過程不可避免地存著收縮及變形,所以使用前必須對砂輪進行整形,但砂輪修整比較困難。目前生產常用砂輪對滾整形方法不僅修整時費時費力,而且修整過程金剛石顆粒脫落較多,修整砂輪本身消耗很大,整形精度較低。
近年來各國學者相繼開展了應用特種加工方法修整金屬結合劑金剛石砂輪研究工作,主要有電解修整法、電火花修整法復合修整法等。電解修整法速度快,但整形精度不高;
金剛石砂輪的電火花修整法整形精度高,既可整形又可修銳,但整形速度較慢;復合修整法有電解電火花復合修整法、機械化學復合修整法等,修整效果較好,但系統較復雜,因此燒結型金剛石砂輪修整問題仍然沒有得到很好解決。
此外,由于金剛石砂輪制造工藝決定了其表面形貌隨機,各磨粒幾何形狀、分布及切削刃所處高度不一致,因此磨削時只有少數較高切削刃切到工件,限制了磨削質量磨削效率進一步提高。





 廣告
廣告
_人造金剛石研磨")