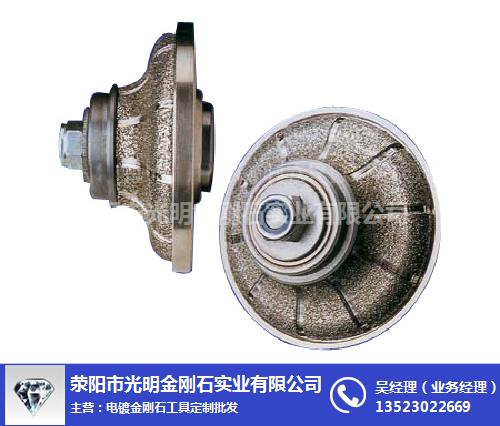
金剛石工具工作時注意事項:開眼時應慢速轉動,待孔深度到達10-15mm以后,再逐漸轉入全運轉。鑿巖過程,要按孔位設計使釬桿直線前進,并位于孔心。

鑿巖時應合理試駕軸推力。軸推力過小,機器產生回跳,振動增大,鑿巖效率降低;軸推力過大大,釬子頂緊眼底,使機器超負荷下運轉,易過早磨損零件,使鑿巖速度減慢。
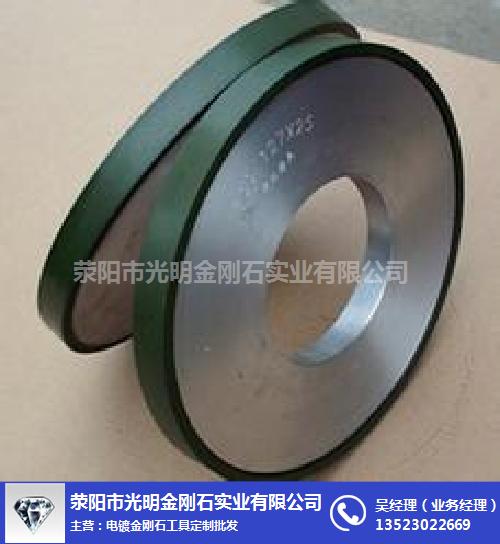
應用材料:玻璃、皮革、金屬、有色金屬、油漆、塑料、鋼、不銹鋼、鈦、木材、通用、其他;供應商在添加產品時可以選擇上述一個或者多個應用材料。寬度可以選擇從25mm(1 )-425mm(17 )的常見寬度。

電鍍金剛石工具低壓直流電源的規格及用途
整流器規格可根據鍍槽裝載工件的大小、多少以及工藝規范對電壓和電流的要求來選擇。常用規格有O~lA(小分度值0.04 A),0~15 V,適用電鍍鉆咀;0~3 A(小分度值0.1 A),0~10 V,適用電鍍面積較大的工件;0~5 A(小分度值0.2A),0~15 V,適用電鍍大工件;0~60 A,0~20 V,適用電解除油;0~300 A,0~24 V,適用陽極電解腐蝕。

可變換沖擊功落球式沖擊法缺點。在原理上是wq可行的,測試誤差也能滿足要求,是一種比較理想的測試方法,但隨著PDC制造技術的不斷進步,PDC的質量得到了大幅度的提高,測試一個試樣往往需要上百次甚至數百次的沖擊。

這種方法雖然操作簡便,但重復性的工作量太大。另外采用人工記錄沖擊次數,也是比較繁瑣的。上述這些方法都有其局限性,后來由張祖培等人在1996年研制成功的《DFZY型單晶及復合片沖擊破碎能測定儀》,在國內受到普遍應用這種儀器能很好地模擬PDC在井下工作時的實際受力狀態,還能自動完成檢測和記錄工作。




 廣告
廣告
|樹脂磨邊輪加工")