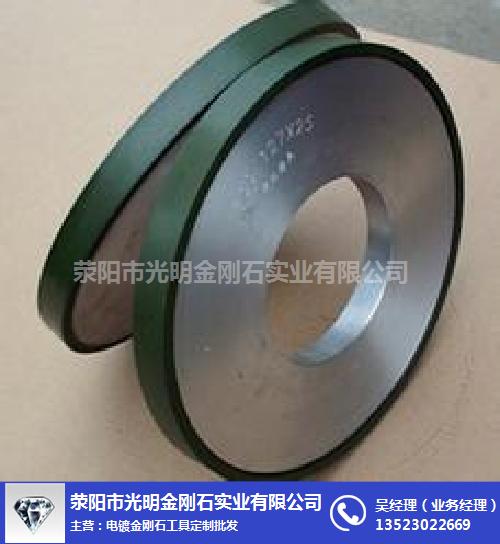
單層釬焊金剛石砂輪
為了充分發揮金剛石的作用,要設法增大結合劑對金剛石的把持力,提高砂輪的結合強度。單層高溫釬焊超硬磨料砂輪能克fu電鍍砂輪的缺點,可以實現金剛石、結合劑、金屬基體三者之間的化學冶金結合,具有較高的結合強度,僅需將結合層厚度維持在磨粒高度的20%~30%就能在大負荷高速{gx}磨削中牢固地把持住磨粒,使釬焊砂輪的磨粒裸露高度可達70%~80%,因而增大了容屑空間,砂輪不易堵塞,磨料的利用更加充分。
在與電鍍砂輪相同的加工條件下,單層高溫釬焊超硬磨料砂輪的磨削力、功率損耗、磨削溫度更低,意味著可達到更高的工作速度,這在300~500m/s以上的超高速磨削中有著特殊的意義。單層高溫釬焊無鍍膜金剛石砂輪加Cr銀基釬料單層釬焊砂輪利用高頻感應釬焊方法,用添加有Cr的Ag-Cu合金作為釬料,在780℃的空氣中釬焊35s,自然冷卻,可實現金剛石與鋼基體間的牢固連接。經X射線能譜及X射線衍射分析發現,Cr與金剛石之間形成Cr3C2,與鋼基體之間形成(FexCry)C,經與不加Cr釬料的對比實驗證明,這是實現合金層與金剛石及鋼基體間都具有較高結合強度的主要因素,并通過磨削實驗證實了金剛石確有較高的把持強度。
該工藝的優點是釬焊溫度低,對金剛石的損傷小,Ni-Cr金單層釬焊砂輪國外金剛石的釬焊工藝是:首先用氧乙炔焊炬在鋼基體上火焰噴涂上一層Ni-Cr合金層,這層活性金屬可作為釬料直接釬焊金剛石磨粒,然后在1080℃的氬氣中感應釬焊30s。
在火焰噴涂合金層的過程中,由于鋼基體表面易氧化,釬焊后結合劑層厚度的一致性和磨料排布的均勻性尚難于有效控制。

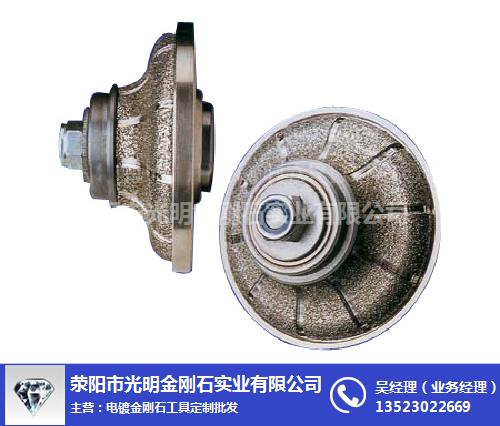
汽車發動機氣門扣研磨輪
研磨輪,其能夠有效地消散研磨時在研磨層中產生的熱,能夠提高研磨性能,并且還能夠改善待磨削表面上的光潔度。研磨輪(1)bao括具有期望尺寸和形狀的大量的磨粒附著件(4),每個磨粒附著件在其表面上均具有大量的磨粒,這些磨粒附著件待以緊密層疊的關系沿徑向安裝在安裝環(2)的外圓周上,通過層疊所述磨粒附著件(4)而形成的研磨層(3)設置有沿圓周方向以期望間隔分布的不同密度部分,以提高磨粒附著件的較高層疊密度部分(D)處的研磨功能,并在磨粒附著件的較低密度層疊部分(C)處執行軟磨削,并且能夠排出碎屑并改善熱消散,從而改善整個研磨功能。

電鍍金剛石工具鍍層脫落的種類
電鍍金剛石工具在使用過程中,由于使用條件如磨削力大小、溫升、工件的撞擊等原因,會造成含有金剛石的金屬鍍層與鋼基體分離的現象,這就是鍍層脫落。鍍層脫落一般是局部脫落,鍍層一次性全剝離的現象少見。在實際使用過程中,鍍層脫落的情形大致有如下三種:
(1)鍍層脫落至基體表面:即含金剛石的金屬鍍層和不含金剛石的金屬底鍍層同時與鋼基體分離。
(2)層脫落至金屬底鍍層:即不含金剛石的金屬底鍍層與鋼基體未分離,只是含金剛石的金屬鍍層與金屬底鍍層剝離。
(3)含金剛石的金屬鍍層中鍍層金屬層狀分離:含金剛石的金屬鍍層在使用過程中,與工件接觸部分的鍍層金屬不是正常磨耗,而是非正常地成片或粉末狀脫落,金剛石不是全部脫落,而是局部粒狀脫落。這種現象不易引起注意,造成的后果是制品壽命較短,往往會給人一種鍍層金屬把持力或耐磨性不佳的假象。排除加厚時鍍層燒焦和鍍層金屬耐磨性差等因素,工具在正常使用過程中,金剛石顆粒脫落直觀表現為工具表面有連續成片較大的孔洞時,應是此類鍍層的脫落。




 廣告
廣告