對接接頭焊縫的橫截面形狀,決定于被焊接體在焊接前的厚度和兩接邊的坡口形式。焊接較厚的鋼板時,為了焊透而在接邊處開出各種形狀的坡口,以便較容易地送入焊條或焊絲。坡口形式有單面施焊的坡口和兩面施焊的坡口。選擇坡口形式時,除保證焊透外還應慮施焊方便,填充金屬量少,焊接變形小和坡口加工費用低等因素。
厚度不同的兩塊鋼板對接時,為避免截面急劇變化引起嚴重的應力集中,常把較厚的板邊逐漸削薄,達到兩接邊處等厚。對接接頭的靜強度和疲勞強度比其他接頭高。在交變、沖擊載荷下或在低溫高壓容器中工作的聯接,常優先采用對接接頭的焊接。



另外,焊接是一個局部的迅速加熱和冷卻過程,焊接區由于受到四周工件本體的拘束而不能自由膨脹和收縮,冷卻后在焊件中便產生焊接應力和變形。重要產品焊后都需要xc焊接應力,矯正焊接變形。
現焊接技術已能焊出無內外缺陷的、機械性能等于甚至高于被連接體的焊縫。被焊接體在空間的相互位置稱為焊接接頭,接頭處的強度除受焊縫質量影響外,還與其幾何形狀、尺寸、受力情況和工作條件等有關。接頭的基本形式有對接、搭接、丁字接(正交接)和角接等。

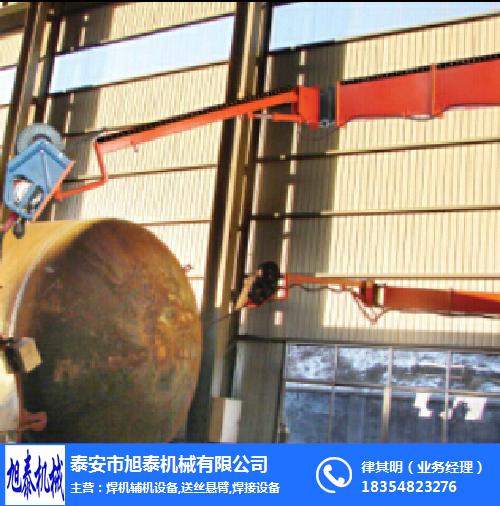
焊機空間臂的作用原理
二氧化碳保護焊機空間臂是將散亂、堆置于地面的送絲機、電纜、氣管等部件安裝在旋臂上,行走于空中,而且施焊時,可在用戶需求的焊接范圍內(立體空間)隨意平穩的擺動。
送絲管線路在正常使用情況下無需更換 :將送絲機、電纜、氣管等所有部件安裝在旋臂上,行走于空中,從而增大了有效作業空間,也避免了部件被工件砸壞的現象發生。
綜合提高焊接效率30%左右,焊工在改變焊接位置時,只要將旋臂左右、上下移動,便能將送絲機送到所需焊接位置,從而提高勞動效率,降低工人勞動強度,焊接完成后,輕輕一推將旋臂靠墻位置,現場整理完成,快速便捷。生產現場變得整齊、美觀,為實現生產現場的6S管理提供保證。





 廣告
廣告