您好,歡迎來到中國企業(yè)庫 [請登陸] [免費(fèi)注冊]



版二維碼")
搜產(chǎn)品
搜企業(yè)
客服電話:13631151688
 廣告
廣告
")
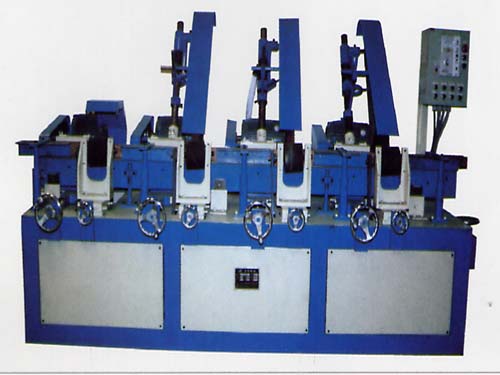
金屬外表拋光專用PG-80方管拋光機(jī) 相關(guān)信息由 河北明輝機(jī)械制造有限公司提供。如需了解更詳細(xì)的 金屬外表拋光專用PG-80方管拋光機(jī) 的信息,請點(diǎn)擊 http://www.zgmflm.cn/b2b/9527.html 查看 河北明輝機(jī)械制造有限公司 的詳細(xì)聯(lián)系方式。