蘇州鼎豐精密機械有限公司是一家從事放電類線切割15年專業(yè)研究的機床公司。是臺灣徠通機電在全國區(qū)域的正式授權(quán)經(jīng)銷商,公司自2006年成立以來一直在全國專業(yè)銷售、服務(wù)慢走絲線切割機床,有數(shù)百家用戶選擇蘇州鼎豐的線切割機床。
中走絲線切割機床對加工工件的尺寸是有一定要求的,中走絲線切割并不是萬i能加工設(shè)備,這和機床本身的尺寸和行程有關(guān),下面我們根據(jù)中走絲線切割的加工工藝以及加工過程來進行講解:
首先,在進行中走絲線切割加工時,預(yù)先在毛坯的適當位置用打孔機或電火花成形加工機加工好Φ1.0—Φ1.5mm穿絲孔,穿絲孔中心與凸模輪廓線間的引入切割線段長度選取5—10mm;
然后是凸模的輪廓線與毛坯邊緣的寬度應(yīng)至少保證在毛坯厚度的1/5;
下一步,為后續(xù)切割預(yù)留的連接部分(也就是通常所說的暫停點),應(yīng)選擇在靠近工件毛坯重心部位,寬度選取3—4mm(具體的寬度要取決于工件的大小);
接下來,為補償扭轉(zhuǎn)變形,將大部分的殘留變形量留在中走絲第1次粗割階段,增大偏移量至0.15—0.18mm。后續(xù)的3次采用精割方式,由于切割余量小,變形量也變小了;
{zh1},大部分外形4次切割加工完成后,將工件用壓縮空氣吹干,再用酒精溶液將毛坯端面洗凈,涼干,然后用粘結(jié)劑或液態(tài)快干膠將經(jīng)磨床磨平的厚度約0.3mm的金屬薄片粘牢在毛坯上,再按原先4次的偏移量切割工件的預(yù)留連接部分(通常采用502快干膠水)。
蘇州鼎豐精密機械有限公司是一家從事放電類線切割15年專業(yè)研究的機床公司。是臺灣徠通機電在全國區(qū)域的正式授權(quán)經(jīng)銷商,公司自2006年成立以來一直在全國專業(yè)銷售、服務(wù)慢走絲線切割機床,有數(shù)百家用戶選擇蘇州鼎豐的線切割機床。
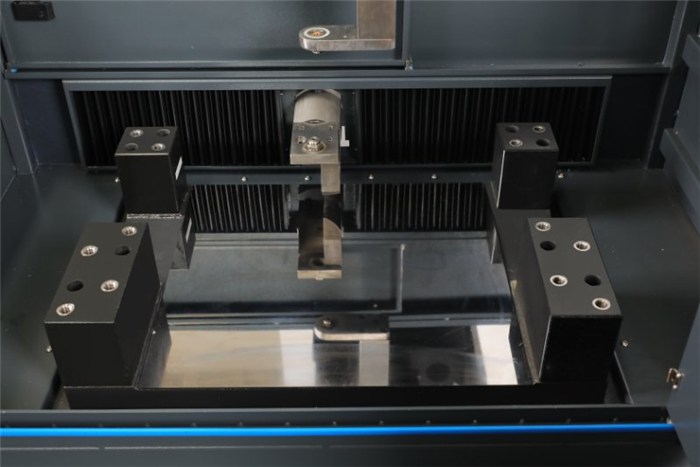
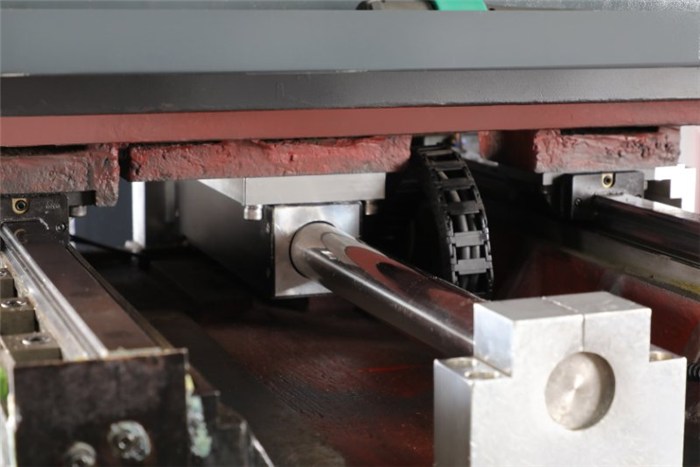
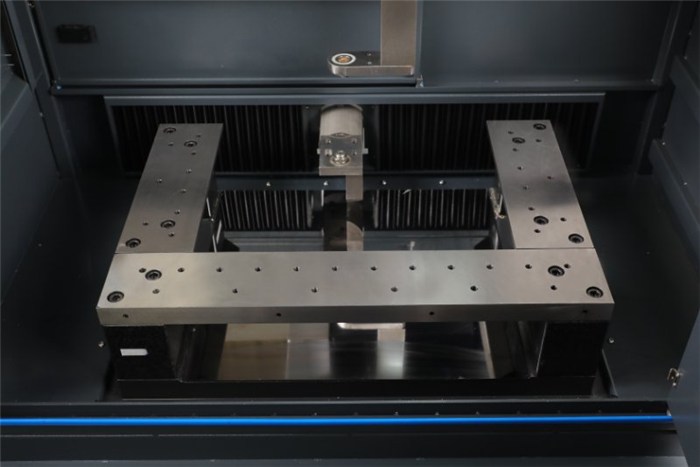
中走絲線切割機床組成
1.機床主體:床身、絲架、走絲機構(gòu)、X—Y數(shù)控工作臺
2.工作液系統(tǒng)
3.高頻電源:產(chǎn)生高頻矩形脈沖,脈沖信號的幅值、脈沖寬度可以根據(jù)不同工作狀況調(diào)節(jié)。
4.數(shù)控和伺服系統(tǒng)

蘇州鼎豐精密機械有限公司是一家從事放電類線切割15年專業(yè)研究的機床公司。是臺灣徠通機電在全國區(qū)域的正式授權(quán)經(jīng)銷商,公司自2006年成立以來一直在全國專業(yè)銷售、服務(wù)慢走絲線切割機床,有數(shù)百家用戶選擇蘇州鼎豐的線切割機床。
中走絲線切割機床發(fā)展至今,國內(nèi)外線切割加工技術(shù)向著更高的加工效率、更高的加工精度、更高的加工表面質(zhì)量的方向發(fā)展,尤其是中走絲機床,目前正是蓬勃發(fā)展期,在微細加工、智能控制以及綠色節(jié)能技術(shù)方面也有所突破。





 廣告
廣告
保中走絲、常州中走絲、蘇州鼎豐精密(多圖)")