數控沖床的過程中為防止發生意外事故,請遵守以下的規則:
1. 當機床安裝完畢后,請及時在機床周圍安裝安全護欄,如果加工板材的尺寸較大,建議加裝一個輔助工作臺。
2. 機床的操作者,必須是受過專業培訓的專業人員,要讀過本操作手冊,熟悉機床的基本知識。如果是多人操作機床,必須互相協助,以確保安全。
3. 在操作機床期間,不能穿寬松的衣服,打領帶或圍圍巾,確保安全。
4. 在沖切板材時,不要沖切超過機床壓力允許范圍的板材。不要沖切超過最1大允許厚度的板材,不要沖切板金之外的如玻璃,石塊或其他的易碎材料。
5. 當機床出現危機狀況的時候,請按下急停開關。
6. 在開機之前,請確認危險區域內沒有人和障礙物。
7. 在機床操作期間,不要接觸液壓元件和管道,以防止燙1傷。



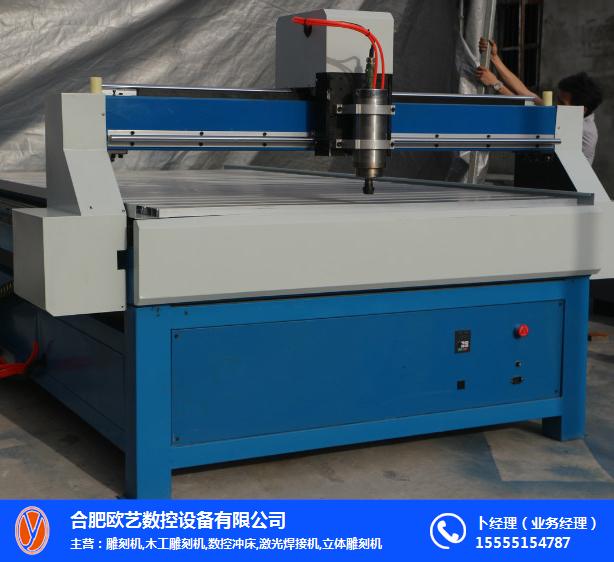
全自動數控沖床與液壓數控沖床應該說是各有利弊,關鍵是要看您加工的產品對設備要求是怎樣; 全自動數控沖床一般是經濟型的設備,機械式日后能耗比較低,維修方便維修成本比較低,設備采購成本也要比液壓設備低一些 ;液壓設備一般寸沖的時候沖次比機械全自動數控要快得多,沖壓力量是柔性的,在淺拉深方面的效果要比全自動數控床的效果要好一些,在沖壓不銹鋼材質的時候沖頭的使用要比全自動數控沖床要長一些,噪音低,比全自動數控沖床上檔次,日后能耗是機械全自動數控沖床的兩倍多點,液壓油至少1.5年-2年換一次,費用約在3000-4000元,維修配件費用要高一些。

數控沖床沖頭系統由電機和凸輪結構兩部分組成,電機由2.2kw交流電機驅動凸輪工作產生動力,動力頭由滑塊的往復運動產生沖壓動力,滑塊的升降由電磁閥控制,滑塊的上死點和下死點各有兩只接近開關控制。上死點位置降低或者下死點位置升高均可減少滑塊運動的時間以提高沖壓次數,通過合理的調整下死點位置還可以完成拉伸或成型工作。






 廣告
廣告