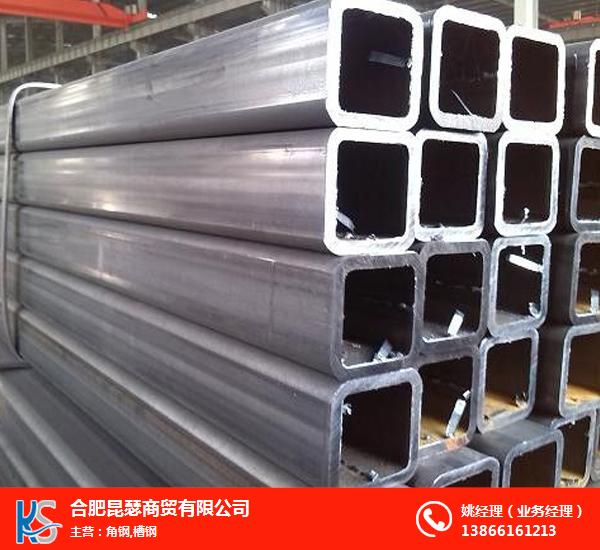
鍍鋅槽鋼酸洗槽定期清污:鍍鋅槽鋼等待鍍工件在鍍鋅過程中要進行酸洗工序,使用的酸洗槽需要定期清污。生產中,隨著酸洗過程的進行,酸洗槽將逐漸產生含鐵的污泥沉積,有可能造成加熱管和其他控制裝置等的淤塞,因此應定期予以qc。由于內外梁為不等厚度的低碳鋼板,通常情況下,不同厚度不同材料焊接時,形成熔核不以貼合面對稱,而向厚板或者導電導熱性差的焊件偏移,厚度相差越多,現象越明顯,結果貼合面尺寸小于該熔核直徑,使得焊接強度降低。


槽鋼的表面質量及幾何形狀的允許偏差在標準中有具體規定。一般要求表面不得存在用上有害的缺陷,不得有顯著的扭轉,規定槽鋼波浪彎(鐮刀彎)的允許值及各規格槽鋼面形狀的有關參數(h ,b ,d ,t 等)的數值、允差值。槽鋼幾何形狀不正確的主要表現是:角、腿擴及腿并等。成品槽鋼的分段作業采用1臺400t冷剪機進行。槽鋼剪切質量對后續工藝,特別是焊接質量影響較大,若剪切斷口處存在塌肩、毛刺、撕裂、切斜等缺陷,則會使槽鋼對接時存在較大縫隙,影響焊接質量,特別是強度指標,從而造成較大的安全隱患。


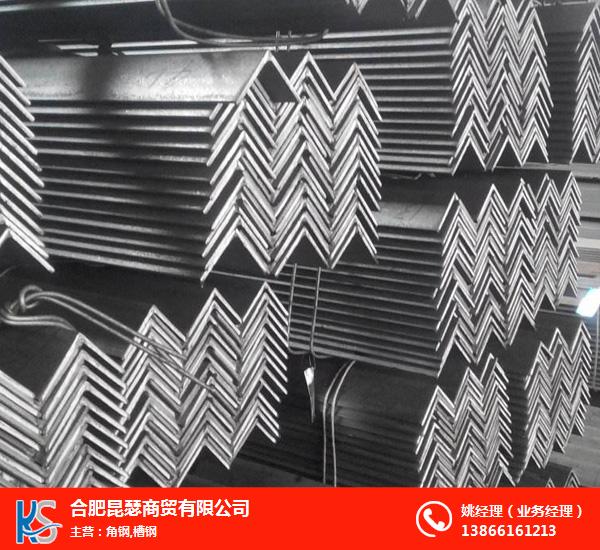
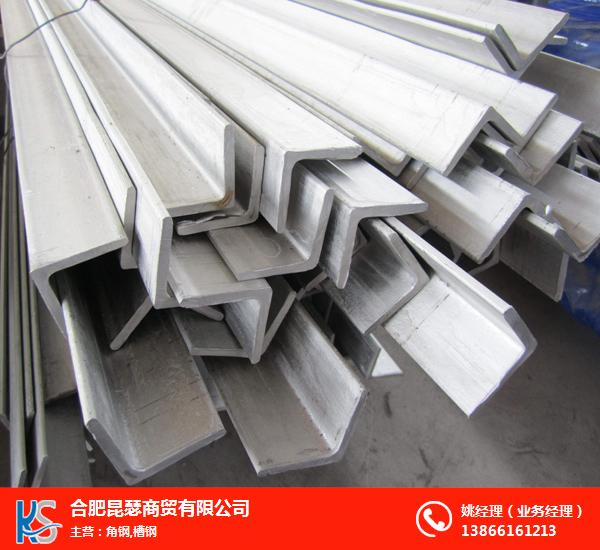
鍍鋅槽鋼立柱—鍍鋅槽鋼立柱簡介:介紹熱鍍鋅槽鋼,按鍍鋅工藝的不同可以分為熱浸鋅槽鋼和熱吹鍍鋅槽鋼,是將除銹后的鋼件浸入440~460℃左右融化的鋅液中,使鋼構件表面附著鋅層,從而起到防腐的目的。現在槽鋼的表面鍍鋅主要采用的方法是熱鍍鋅。熱鍍鋅是由較古老的熱鍍方法發展而來,自從1836年法國把熱鍍鋅應用于工業以來,已經有170年的歷史了。然而近30年來,伴隨冷軋帶鋼的飛速發展,熱鍍鋅工業得到了大規模發展。
鍍鋅槽鋼立柱—鍍鋅槽鋼立柱特點的介紹1、具有較厚的致密的純鋅層覆蓋在鋼鐵表面上,它可以避免鋼鐵基體與任何的腐蝕溶液的接觸,保護鋼基體免受腐蝕。在一般大氣中,鋅層表面形成一層很薄而密實的氧化鋅層表面,它很難溶于水,故對鋼基體起著一定保護作用。如果氧化鋅與大氣中其它成分生成不溶性鋅鹽后,則防蝕作用更理想。2、具有鐵—鋅合金層,結合致密,在海洋性鹽霧大氣及工業性大氣中表現特有抗腐蝕性;




 廣告
廣告
|槽鋼一噸多少錢|安徽槽鋼")