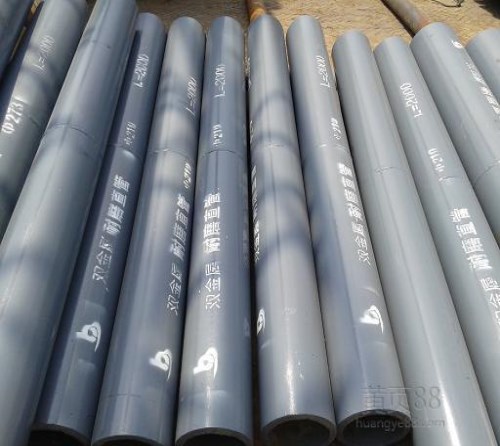
高壓化肥管為優質碳素鋼和合金鋼無縫管,要用于工作溫度為-40-400攝氏度、工作壓力為10-32兆帕的化工設備和管道,適宜輸送合成氨、尿素、甲醇等介質。
鋼管的外徑為14—426mm,鑫矗鋼鐵貿易,.鑫矗鋼鐵貿易|||高壓化肥設備用無縫鋼管廠家
,天津鑫矗鋼鐵貿易有限公司,壁厚不大于45mm。
鋼的號和化學成分(熔煉分析爿),鑫矗鋼鐵貿易,.鑫矗鋼鐵貿易|||高壓化肥設備用無縫鋼管廠家
,天津鑫矗鋼鐵貿易有限公司,鋼管熔煉成分驗。
氧氣轉爐鋼的氮含量應不大于0.008%。
根據需方要求,低溫用20鋼的碳含量應該為0.17%-0.22%。
高壓化肥管交貨狀態
編輯
鋼管應下列表格中規定熱處理后交貨。熱處理制度應填寫在材質證明書中。
序號
號
熱處理制度
1
10
正火
2
20
正火
3
16Mn
正火
4
12CrMo
900~930℃正火,670~720℃回火,保溫時間:周期式爐大于2h,連續爐大于1h
5
15CrMo
930~960℃屮正火,680~720℃回火,保溫時間:周期式爐大于2h,連續爐大于1h
6
12Cr2Mo
900~960℃正火,700~750℃回火,保溫時間:大于1h
7
1Cr5Mo
退火
高壓化肥管重量公式:[(外徑-壁厚)*壁厚]*0.02466=kg/米(每米的重量)
要生產鋼管號
編輯
高壓化肥管工藝流程
衛生級鏡面管工藝流程:
管坯——檢驗——剝皮——檢驗——加熱——穿孔——酸洗——修磨——潤滑風干——焊頭——冷拔——固溶處理——酸洗——酸洗鈍化——檢驗——冷軋——去油——切頭——風干——內拋光——外拋光——檢驗——標識——成品包裝
工業管工藝流程
管坯——檢驗——剝皮——檢驗——加熱——穿孔——酸洗——修蘑——潤滑風干——焊頭——冷拔——固溶處理——酸洗——酸洗鈍化——檢驗
.鑫矗鋼鐵貿易|||高壓化肥設備用無縫鋼管廠家




 廣告
廣告