納米陶瓷涂層介紹:
1. XR-D涂層
XR-D涂層極高的抗高溫性和耐腐蝕性及良好的韌性、耐磨損性是壓鑄模具、熱擠壓模、熱鍛模、干式切削防護涂層的理想選擇,能成倍提升工具的使用壽命,減少修模帶來的工時及成本浪費!
技術參數:
涂層名稱:XR-D
涂層厚度:3-5μm
抗氧化溫度:1400℃
沉積溫度:400℃
涂層硬度HV0.05:4500
沉積方式:PVD
對鋼材的干摩擦:0.40
顏色:銀灰/灰黑
應用領域:壓鑄,熱擠壓、熱鍛、干切削。
2. XR-S涂層
3. XR-S涂層應用于五金沖壓的理想涂層,它的高硬度、坑磨損及自潤滑性在五金沖壓有出色的表現,目前在汽車高強度中厚板金屬成型及冷鍛中廣泛被應用,給客戶取得了很好的收益。
技術參數:
涂層名稱:XR-S
涂層厚度:3-8μm
抗氧化溫度:600℃
沉積溫度:400℃
涂層硬度HV0.05:4500
沉積方式:PVD
對鋼材的干摩擦:0.20
顏色:金屬黑
應用領域:沖壓成型、剪切、冷鍛、低速切削等。
4. XR-DLC涂層
具有非常高的硬度,極低的摩擦系數及物理不粘性,使它在有色金屬、工程塑料、石墨、有機玻璃、線路板、航空高溫材料等切削工和注塑模具坑磨損方面有無與倫比的優勢。
技術參數:
涂層名稱:XR-DLC
涂層厚度:1.5-2.0μm
抗氧化溫度:400℃
沉積溫度:150℃-200℃
涂層硬度HV0.05:2300-4000
沉積方式:PVD
對鋼材的干摩擦:0.10
顏色:黑色/藍色
應用領域:
有色金屬切削及成型、航空高溫材料切削、線路板刀具、機械滑動部件、注塑模具及配件。
5. XR-I涂層
現代注塑工中由于玻纖及工程塑料的廣泛應用,這些材料具有很高的硬度及腐蝕性,對模具的抗磨損和抗腐蝕性提出了更高的要求,針對這些情況,,霖晨研發了XR-I涂層,此涂層具有高硬度、耐腐蝕、低摩擦系數,而且還有多種顏色可選,在提升注塑模具有出色的表現。
技術參數:
涂層名稱:XR-I
涂層厚度:2-3μm
抗氧化溫度:400℃-700℃
沉積溫度:400℃
涂層硬度HV0.05:2800-3500
沉積方式:PVD
對鋼材的干摩擦:0.10-0.30
顏色:黑色/金色/灰色/銀色
應用領域:注塑模具及配件,注塑機配件(如:螺桿)等。
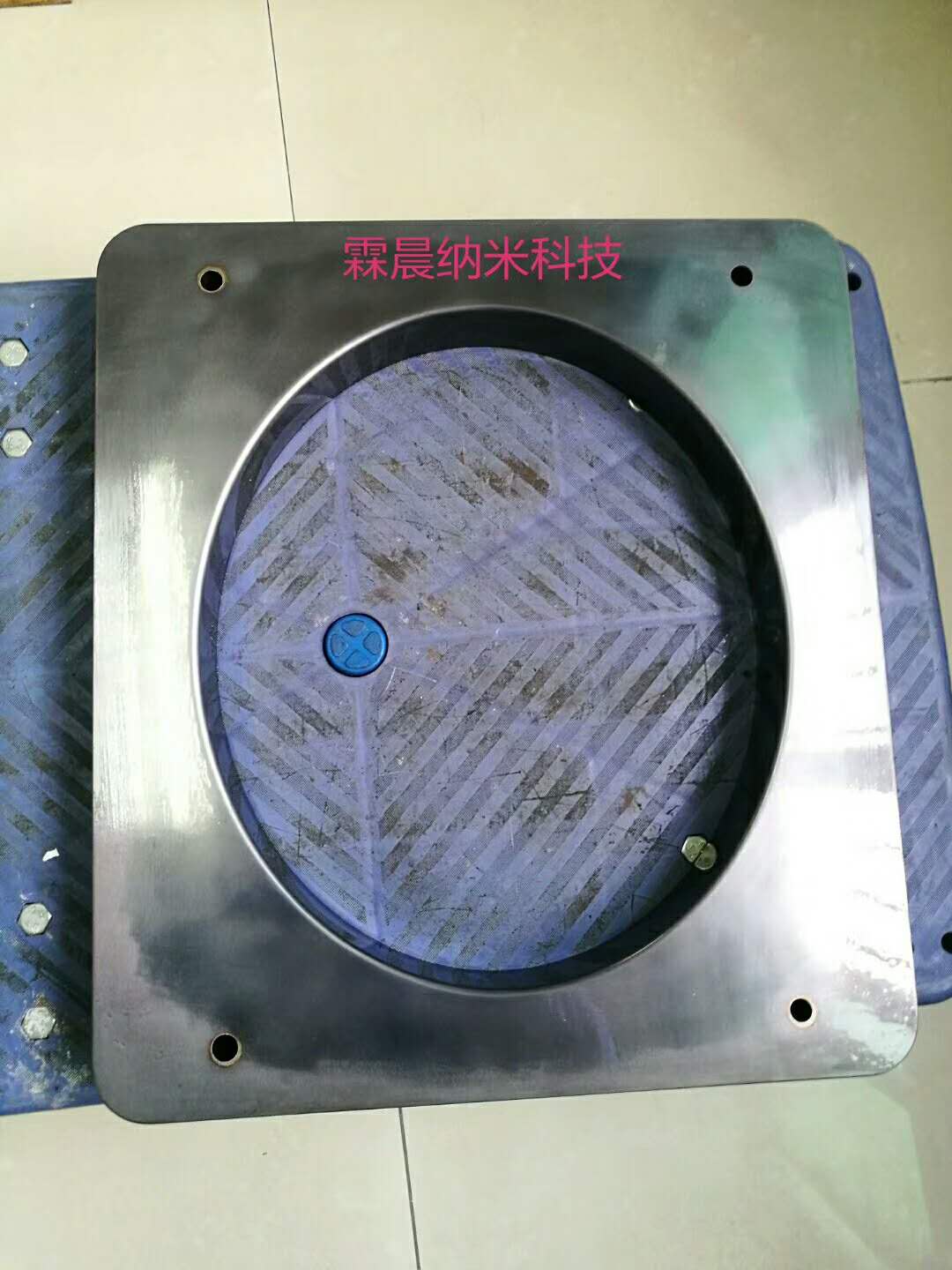
五金沖壓成型
沖壓模具在生產過程中由于承受很大的沖擊力,從而使模具很容易產生崩角、拉傷,模具壽命短,造成產品出現毛刺、拉傷、起皺、開裂。XR-S涂層具有的高硬度及自潤滑性是五金沖壓模具最理想的防護涂層,它適用于所有的五金沖裁、拉伸及折彎行業。
XR-S涂層的優勢:
.長模具使用壽命
.減少產品報廢率,降低生產成本。
.減少修模與停機時間。
.減少產品后工工序,節省人力物力。
XR-S涂層實用于:
.高強度材料成型,如:先進高強度鋼(AHSS);高強度低合金鋼(ASLA);不銹鋼;鈦合金和鎳合金。
.有色金屬材料成型,如:鋁合金;銅合金;已涂層材料(渡鋅板等)。
.冷鍛成型,如:汽車制造行業中冷墩、擠鍛、沖擊擠壓等。
.金屬末壓實,如末冶金行業。
使用效果:舉例說明:(汽車高強度支架部件)無涂層前生產不到100模次就需要修模,經過XR-S涂層處理后生產8000模次涂層才被磨損,經拋光后再涂層,像新模具一樣使用。
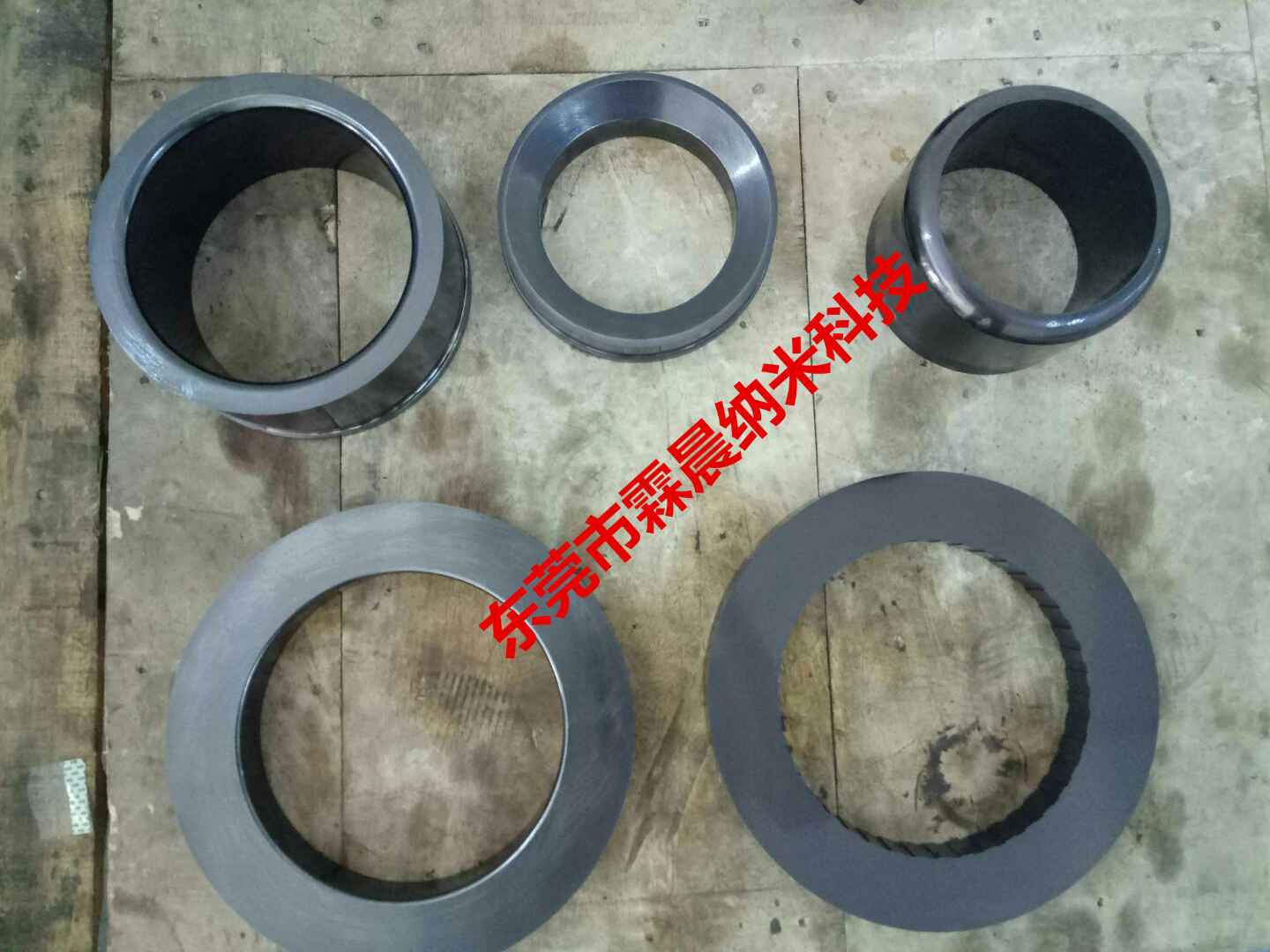
壓鑄成型
XR-D涂層具有的高硬度、抗高溫、高耐磨、耐腐蝕及極好的化學惰性、紅硬性使它在壓鑄成型行業有著無與倫比的效果,幫助模具解決粘膜與沖蝕,緩龜裂的發生,從而提高模具的使用壽命,減少修模,提高生產效率及降低產品不良率,降低后續工工序,節省生產成本,縮短交期,提升企業的綜合競爭力。
XR-D涂層的優勢:
.提高模具使用壽命
.減少修模次數
.解決粘膜與沖蝕
.緩模具龜裂發生的時間
.降低生產成本
.提升生產效率
.提升產品表明質量,減少產品后工工序
.節能環保
XR-D涂層應用領域
.鋁合金壓鑄模及鑲件




 廣告
廣告

![[供應]zg湖南益陽吹塑模具脫模陶瓷涂層、真空鍍鈦、高品質電鍍](https://p184.qiyeku.cn/2019/3/25/dglcnm001/product/product_pic/image/2019_04_13/20190413041056467.jpg)