擠出機按其螺桿數量可以分為單螺桿、雙螺桿和多螺桿擠出機。目前以單螺桿擠出機應用最為廣泛,適宜于一般材料的擠出加工。雙螺桿擠出機由于具有由摩擦產生的熱量較少、物料所受到的剪切比較均勻、螺桿的輸送能力較大、擠出量比較穩定、物料在機筒內停留長,混合均勻。
SJSZ系列錐形雙螺桿擠出機具有強制擠出、高質量、適應性廣、壽命長、剪切速率小、物料不易分解、混煉塑化性能好、粉料直接成型等特點,溫度自控,真空排氣等裝置。適用于管、板、異形材等制品的生產。
單螺桿擠出機無論作為塑化造粒機械還是成型加工機械都占有重要地位,近幾年來,PE木塑造粒生產線廠家,單螺桿擠出機有了很大的發展。單螺桿擠出機發展的主要標志在于其關鍵零件——螺桿的發展。近幾年以來,人們對螺桿進行了大量的理論和實驗研究,至今已有近百種螺桿,PE木塑造粒生產線,常見的有分離型、剪切型、屏障型、分流型與波狀型等。
從單螺桿發展來看,盡管近年來單螺桿擠出機已較為完善,但隨著高分子材料和塑料制品不斷的發展,還會涌現出更有特點的新型螺桿和特殊單螺桿擠出機。從總體而言,單螺桿擠出機向著高速、{gx}、專用化方向發展。
壓力對低發泡型材的影響
一般氣泡的大小和發泡體的密度隨擠出壓力增大而變小,而氣泡數隨擠出壓力增大而增多。發泡的過程是粘度上升和熔體擴張,發泡劑的氣體壓力和大氣壓力共同作用的過程。熔體與發泡劑間的相互作用在發泡擠出成型過程中式一個重要的因素。
泡沫體比壓實的物料流動性差,又要求制品有密實的外表,故只有在熔體離開模腔頂端后才能發泡。必須在擠出機與模腔中維持足夠高的壓力,使發泡劑不斷溶解在發泡熔體中。適宜的螺桿設計可以達到這個目的
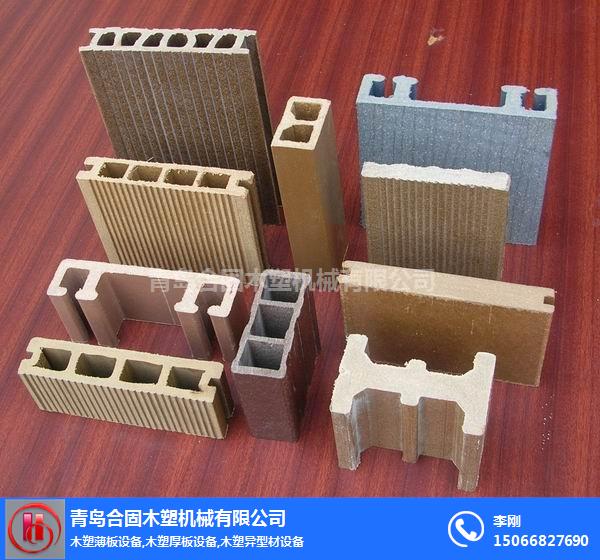
木塑門設備山東通佳質量{zy},參照國際{zx1}技術,用PVC、PP、PE、PS等塑料和植物纖維充分混合,采用{gx}錐形雙螺桿擠出,配備強制冷卻系統擠出成型。
木塑門設備生產的木塑板因綠色環保、防潮、防腐不變形,適用于木料加工方式,并可重復回收等優點,廣泛應用于寬幅門板、隔墻板、建筑模板、集裝箱底板、家具板等領域。。
木塑門設備木塑門與普通的木制門相比,具有防水、結實、不變形、隔音效果好、節約資源以及md、環保等優點。在歐美一些發達國家,已經成為國家發展循環經濟和資源綜合利用的重點支持項目,得到消費市場的廣泛認可和應用。“木塑門”是ggcd推廣的節材代木的示范項目,有著廣闊的市場前景
青島合固木塑機械-PE木塑造粒生產線設備由青島合固木塑機械有限公司提供。 青島合固木塑機械-PE木塑造粒生產線設備是青島合固木塑機械有限公司()今年全新升級推出的,以上圖片僅供參考,請您撥打本頁面或圖片上的聯系電話,索取聯系人:李剛。




 廣告
廣告