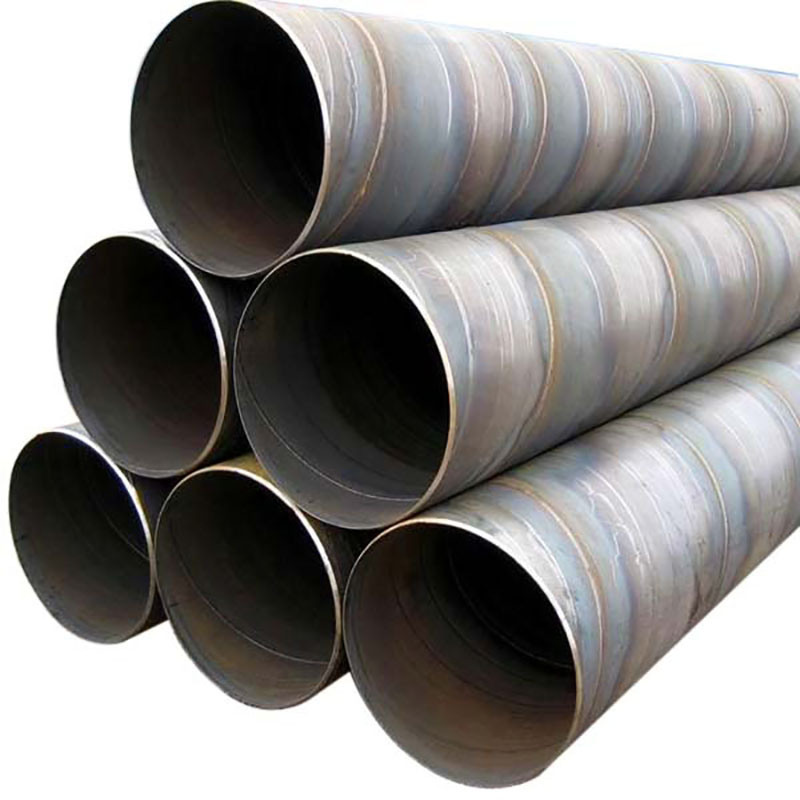
現在,螺旋鋼管管道施工焊接通常采用“纖維素型焊條下向焊、纖維素型焊條根焊+自保護藥芯焊絲半自動焊及STT根焊+自保護藥芯焊絲半自動焊”工藝,螺旋鋼管在施工焊接中容易出現的問題是:
1、夾渣
原因:由于螺旋鋼管管道大多采用藥芯焊絲半自動下向焊工藝進行填充、蓋面,焊接過程中當半自動設備有間隙性故障時,經常出現頂絲現象,這時焊絲穿進熔池,當熔池迅速冷卻后再度引燃的瞬間,焊縫里往往裹帶了金屬雜物或熔渣,產生了夾渣。
措施:根焊前要認真清理坡口,填充、蓋面焊時要仔細清理熔渣。
2、氣孔
原因:填充層氣孔主要是由于自保護藥芯半自動焊接時電弧電壓過高造成的。
措施:在焊接過程中,要選擇合適的電弧電壓和送絲速度,保持一定的焊絲伸出長,下向立焊時要控制合適的焊接速度。
3、根部未焊透
原因:主要是組對間隙過小或鈍邊過厚。
措施:在焊接前認真修磨并組對焊縫,保證根焊時焊絲或焊條能夠順暢地伸入坡口根部,當根焊不能出現溶孔時,打磨出應用的根部間隙并適當調節焊接參數。
4、裂紋
原因:強行組對往往會導致焊接時產生裂紋。
措施:1、避免強行組對,2、焊前預熱,適度增加根焊焊道厚度,根焊完成后立即熱焊、填充、蓋面。
5、燒穿
原因:由于根焊道過薄或焊接工藝參數不當造成。
措施:根焊道不要太薄,以3mm厚為宜,根焊焊接工藝參數不要太大,燒穿后要立即停止焊接,需打磨出坡口角度和根部間隙,再重新進行根焊、熱焊至完成本道工序。
在螺旋鋼管管道焊接施工中應當注意以上幾點,可以提高管道的焊接質量,為管道工程的安全加分。
盛仕達鋼鐵股份有限公司成立于2014年,注冊資金3000萬,是一家立足長沙、服務全國的鋼材采購整體服務商,致力于為國內鋼材采購商提供鋼材采購整體化服務。
公司先后與國內多家重點工程項目達成戰略合作,成功完成了滬昆高鐵、華能電廠、長沙南湖路隧道、長沙湘府路大橋、長沙福元湘江大橋等項目。




 廣告
廣告