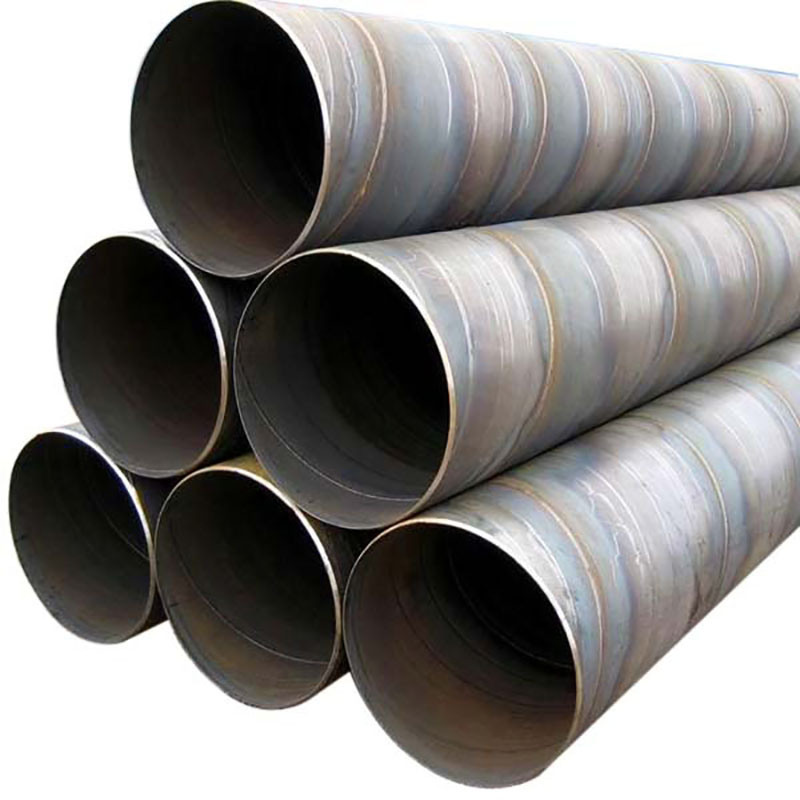
螺旋管是管道中比較常用的一種管材,在螺旋管安裝焊接施工時應嚴格按照標準規范施工,在螺旋管安裝及焊接時應注意以下問題:
為保證焊接質量,應對焊口內100mm范圍內的油漆、污垢、鐵銹、毛刺等清掃干凈,檢查管口不得有夾層、裂紋等缺陷。有風天氣焊接時工作坑周圍應用瓦楞鐵設置防風棚,四級以上風力時停止焊接。
螺旋管對口前首先修口,使螺旋管端面坡口角度、鈍邊、圓度等,均符合對口接頭尺寸要求對口時應使內壁齊平,可采用長400mm的直尺在接口內壁周圍順序找平,錯口的允許偏差為0.2倍壁厚且不大于2mm。
焊接使用的焊條前的十二小時對焊條進行烘干處理(烘干溫度150度~200度),現場使用時,使用保溫筒裝焊條,保證焊條干燥。管道接口采用手工電弧焊,焊條規格符合設計要求,當管徑小于800mm時采用三層焊接;當管徑大于800mm時采用外三內二共五層焊接,每道焊口由兩個焊工同時施焊。
點焊時焊條應與焊接時采用的焊條性能相同。螺旋管的縱向焊縫端部不得進行點焊,點焊的厚度應與一層焊接厚度相同,底部焊透。點焊間距50~60mm,點焊焊點五點。焊接一層前應對點焊點進行檢查,如發現裂紋應鏟除重焊。
對接焊縫表面的咬邊度δ≤0.5mm,連續長度≤100mm,焊縫兩側咬邊總長不得超過該焊縫長度的10%,且不得有裂紋、氣孔、弧坑和夾渣等缺陷,并不得有熔渣、飛濺物。管道接口采用多層焊接,一層焊接均勻焊接,并不得焊穿;在焊接以后各層時,將前一層的熔渣全部清理干凈。每層焊縫厚度一般為焊條直徑的0.8~1.2倍。各層引弧點和熄弧點均錯開。
螺旋管對接縱向焊縫位于垂直線上半圓45o左右,相鄰管段連接處兩管縱向焊接間距不小于管外經30o弧長。管道偏差為10‰,高程偏差為+20mm。
管道每個接口焊完后,需在來氣方向距離焊口100mm處,用鋼印打上焊工代號;管道焊縫要有排管圖,并標明探傷位置、編號以及焊工代號。每一管段施工完畢后,管端應安置堵板,防止污物進入管內。
盛仕達鋼鐵股份有限公司成立于2014年,注冊資金3000萬,是一家立足長沙、服務全國的鋼材采購整體服務商,致力于為國內鋼材采購商提供鋼材采購整體化服務。
公司先后與國內多家工程項目達成戰略合作,成功完成了滬昆高鐵、華能電廠、長沙南湖路隧道、長沙湘府路大橋、長沙福元湘江大橋等項目。




 廣告
廣告