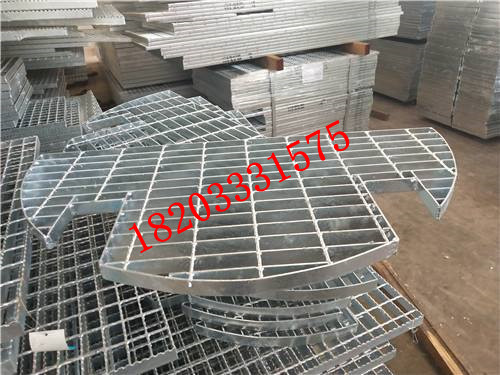
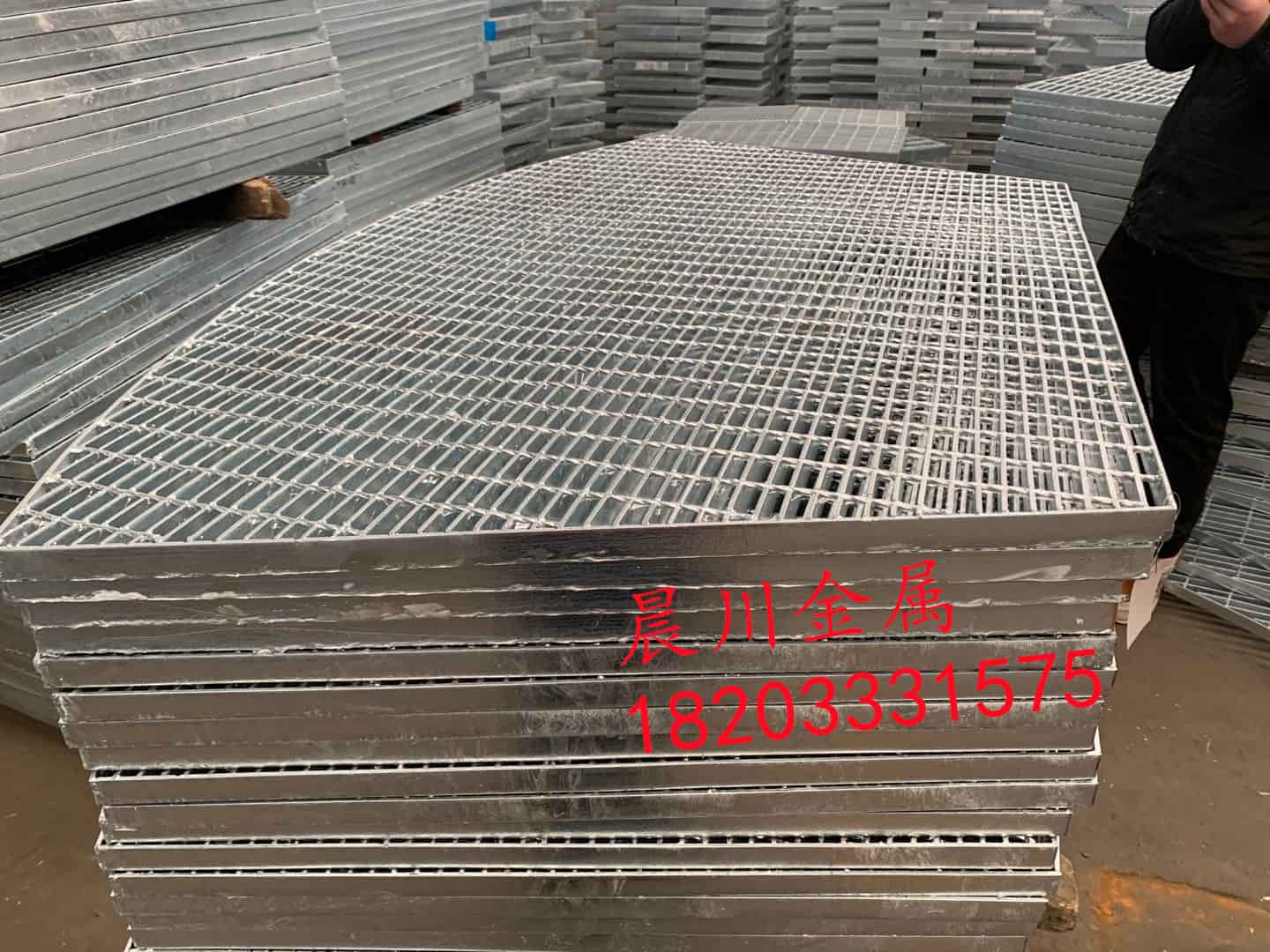
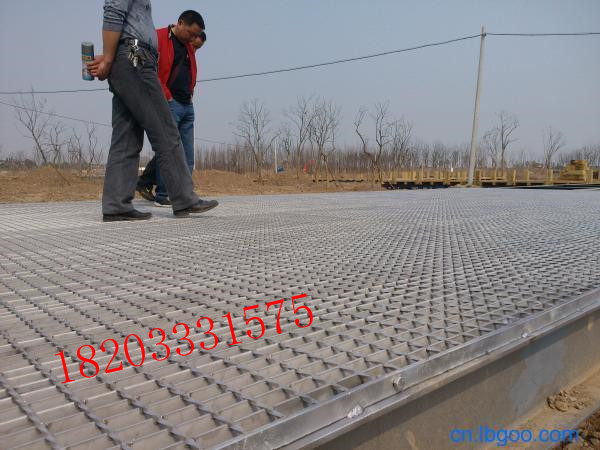
復合格柵板,花紋網格板,防滑鋼格柵,寶豐鋼格柵板
為解決復合鋼格柵板焊接技術問題,采取的技術方案是:一種格柵復合板的焊接方法,其特征在于:將未進行鍍前處理的花紋板和鋼格板用氣體保護焊進行整合焊接,首先將花紋板與鋼格柵板疊加并在中心位置確定定位點進行點焊,然后縱向由中間向兩端以散布方式、橫向每間隔三支扁鋼和一支橫桿間距的方式進行焊接成型,進行花紋板和鋼格柵板周園焊;焊接完成后,對格柵復合板進行鍍鋅處理。本焊接方法,在保證了整個格柵復合板強度的情況下,盡量較少焊接點及焊接次數,保證整體結構的實用、美觀。
在整合焊接過程中,除外側主體扁鋼和包邊扁鋼能與花紋板焊接外,其余只能保證花紋板和鋼格柵板上的麻花鋼之間有焊縫。所述焊縫長度為15-20mm ,焊腳高度為4-6mm。對焊縫長度和焊腳高度的限制,適用于復合鋼格柵板所有的焊接要求,強度能夠滿足現場使用要求,如果超出此范圍,太大則沒有必要,而且影響美觀程度,太小則會影響產品質量。
所述中心位置旁邊焊接有臺位號。臺位號為一個起標識作用的標牌,標明作業人員及作業時間,以備后續查詢,臺位號在其他焊點焊接完成后,焊接上的。所述花紋板與疊加后,花紋板的邊界超出鋼格柵板邊界小于等于3mm。格柵復合板的上下兩層邊界若未對齊,其超出3mm,則對于周圈的焊接來說,不容易焊接到位,影響焊接質量,另外一方面在復合鋼格柵板安裝時,由于有間隙,不容易固定。

所述焊接過程中所使用的主要焊接設備是C02氣體保護焊機。使用的CO2氣體保護焊為半自動化操作,焊接過程中因熱量產生的變形小,可連續作業生產率高,焊接后不用清渣焊點滑順美觀,而且減少了中間環節,大大提高了焊接施工效率,有利于保證施工進度和焊接質量。采用上述技術方案所產生的有益效果在于:是一次成型焊接技術,將傳統的鍍鋅后整合焊接改成先整合焊接后再鍍鋅,能有效的解決因重復進行酸處理和浸鍍造成的時間上的浪費,并有效的提高了產品外觀色澤的一致性。
復合格柵板,花紋網格板,防滑鋼格柵,寶豐鋼格柵板




 廣告
廣告