裝配在焊接板上裝配前,為更好地確定夾的方向,建議先在固定處做好標記,后焊上焊接,嵌上管夾身的下半部分,放上需固定的管子,再放上另一半管夾身和蓋板,用螺釘擰緊,切忌直接焊塑料管夾接已裝好管夾的底板。
裝地導軌上,導軌可焊在基礎上,或用螺釘固定,隨后將導軌螺母推入軌內(nèi),并轉(zhuǎn)90度,將下半個管夾身嵌入螺母,放上需固定的管子,再放上上半個管管夾身和鋼制管夾蓋板,用螺釘固定。
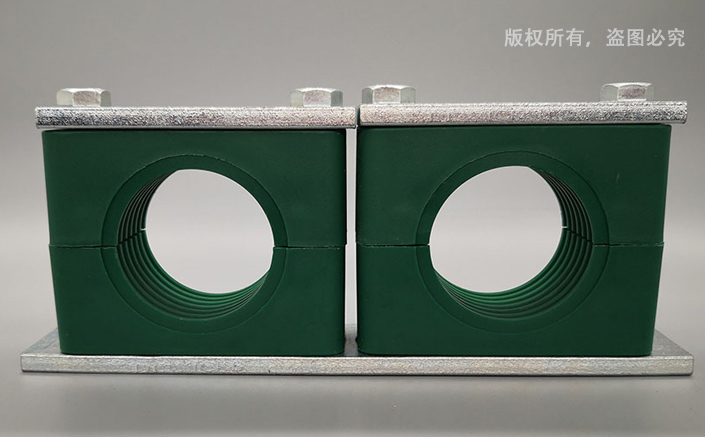
疊起裝配,導軌可焊在基礎上,或用螺釘固定,先裝上下半個管夾身,放上需固定的管子再放上上半個管夾身,用螺釘固定,通過防松蓋板防止它轉(zhuǎn)動,然后安裝第二鋁合金管夾個管夾,方法同上。
彎管的裝配,裝配彎管時,應直接在彎管的前部和后部用卡斯特管夾固定,建議這樣的支承點應為固定位置。
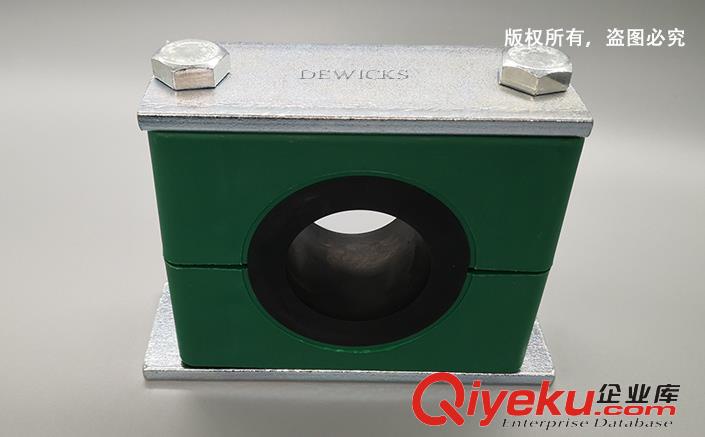
所以,管夾與管卡的區(qū)別沒有什么分別,液壓管夾他們的用途都一樣,只不過是產(chǎn)品的名稱不一樣,有的人稱他為管夾,有的人稱他為管卡。
立管管夾外表呈現(xiàn)劃痕主要是因為管夾和模具外表存在相對移動,在一定壓力的效果下,致使坯料與模具部輕型管托分外表直接產(chǎn)生摩擦,加之坯料的變形熱使坯料及金屬屑熔敷在模具外表上,使管夾外表擦傷產(chǎn)生劃痕。
在變形時會產(chǎn)生相變誘發(fā)馬氏體相,馬氏體相較脆因而容易產(chǎn)生開裂,另外在塑性重型管卡變形時跟著變形量的增大,誘發(fā)的馬氏體含量也將跟著變形量的增大而增高,引起的殘余應力也越大,在加工過程中也就越易開裂。
立管管夾模具空隙偏小,凸凹模具的對中性不好,模座R型管夾和模具導向組件及轉(zhuǎn)塔鑲套精度缺乏等原因會形成模具磨損,另外,同一模具接連長期沖壓形成沖頭過熱,以及屢次部分沖切,如步?jīng)_,沖角或剪切時側(cè)向力會使沖頭傾向一邊,形成模具磨損嚴重。
混流泵https://




 廣告
廣告