我們在使用這款焊接材料之前也有很多的問題伴隨著大家,所以說想要更好地使用它,就要了解它的一些知識點。首先你要清楚焊接材料在使用前必須保證與母材相匹配。使用前應按說明書烘烤,反復烘烤不超過兩次。可能是其重要部位的焊條,焊接材料使用時溫度應包裝在80~110℃的專用隔熱桶內,必要時帶走。使用前應清表面的油污、鐵銹和污垢。此外通常還有鈦鈣型和低氫型兩種。盡可能使用DC,以幫助克服電極發紅和穿透力低的問題。鈦鈣藥皮焊條不適用于全位置焊,只適用于面焊和平角角焊,低氫藥皮的焊條可用于全位置焊。或者建議使用時保持干燥。為防止裂紋、麻點和氣孔等缺陷,鈦鈣型涂層在焊前在150-250℃干燥1小時,低氫涂層在200-300℃干燥。焊前1小時。不要反復干燥,否則皮膚很容易脫落。
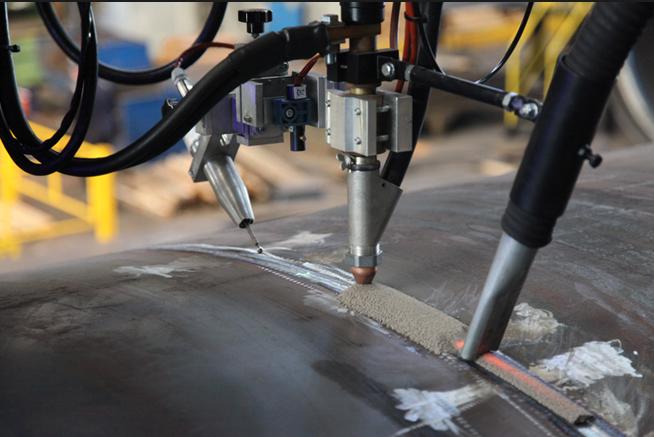
應用范圍:配合適當的焊絲,可焊接多種低合金結構鋼,如船體、橋梁、鍋爐壓力容器、管道等。可用于多層焊、雙面單道焊、多絲焊及窄間隙埋弧焊。
焊接位置:平焊及橫焊
注意事項:施焊前,焊劑必須在大約300-350℃(572-662℉)溫度下烘焙2小時施焊前,務必清出母材表面的銹斑、水垢、底漆等雜質,以獲得優良的焊接熔敷金屬在多層焊的情況下,坡口焊接的打底焊要求小的電流和焊速定期添加新的焊劑以防止再利用焊劑時所產生的焊劑缺陷和不良的焊道表面成型
包裝形式:25Kg/袋裝、25Kg/桶裝、400Kg/噸包
我公司是研制、開發、生產埋弧自動焊用焊絲,埋弧自動焊用焊劑,普通,特種焊條等焊接材料的廠家。擁有多名工程師的科研隊伍,歷經多年的發展。配備有焊接室、化驗室、檢驗室、技術力量雄厚 ,歡迎咨詢。
主要經營:埋弧焊焊劑-(燒結焊劑,熔煉焊劑),埋弧焊絲,碳鋼和低合金鋼焊條,不銹鋼焊條,堆焊焊條,耐熱鋼與低溫鋼焊條,鑄鐵焊條。




 廣告
廣告