



搜產品
搜企業(yè)
客服電話:13631151688
 廣告
廣告
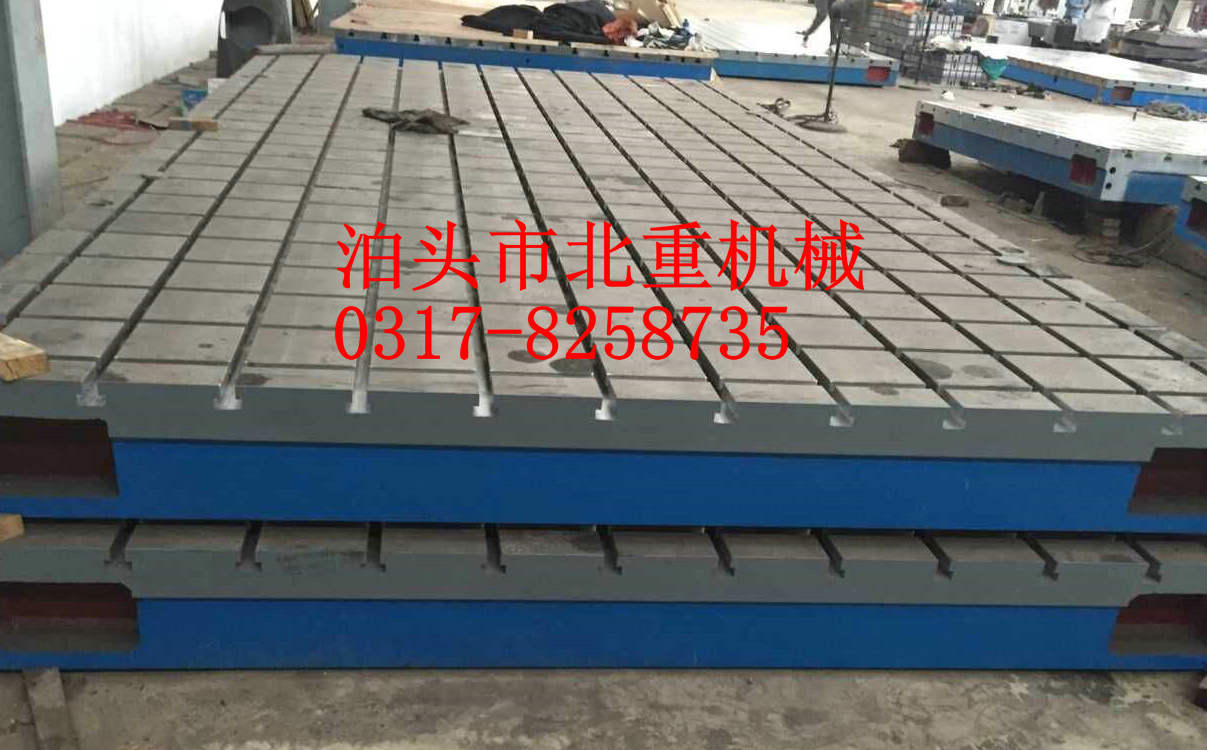
對采用刮削加工的3級工作面,其表面粗糙度Ra的{zd0}允許值為5um。鑄鐵刻線平臺用途:是檢測機器零件平面度,直線度等形位公差的測量基準;可用于零件劃線研磨加工,安裝設備等用途;是檢驗機械零件平面、平行度、直線度等形位公差的測量基準;也可用于一般零件及精密零件的劃線、鉚焊研磨工藝加工及測量等。
鑄鐵刻線平臺的制造工藝:商定有關技術條款后,進行制圖,經雙方確認后,按照圖紙制作消失模,對模型檢驗且合格后,進行沙坑預埋。
按照所需重型鑄鐵平臺的材質進行澆筑。完后經過爐前爐后兩次鐵水化驗,已確認重型鑄鐵平臺材質。鑄件經打磨清砂處理后,進行一次xc鑄造內應力為目的的人工時效處理。粗加工后,在進行一次以xc加工內應力為目的的人工時效處理。然后精銑,并進行刮研。為保證其平面度準確穩(wěn)定及抗磨性,平臺臺面多采用人工鏟刮處理。