窯爐內襯保溫廠家山東成寶熱工行業技術{lx1}
一、山東成寶熱工生產的窯爐內襯保溫硅酸鋁纖維制品折疊塊,是用對應材質20mm厚的陶瓷纖維針刺毯經精加工制作而成,尺寸工整,wq符合國家標準,塑料管嚴格控制在模塊正中間,纖維毯厚度均勻,全部為精品纖維毯,不像某些企業在模塊中間摻雜垃圾毯、廢毯,纖維毯渣球含量低,扎手程度低,用來做模塊的全部為前期纖維毯,且有裝車工具,從而確保模塊到貨時的平整性。
自我公司推出窯爐內襯保溫材料方案以來,在中石油、中石化、中海油、中國重汽、中煤煤化工、中國化工集團、中國神華煤化工、中國華電、江蘇豐東熱處理、山東紅日阿康等單位的爐窯應用,為客戶取得了良好的經濟效益與社會效益。
二、山東成寶熱工窯爐內襯保溫硅酸鋁纖維制品:
窯爐內襯保溫是一種輕質、{gx}的保溫絕熱材料,與傳統的絕熱材料相比,它具有以下優勢:
(1)體積密度低:窯爐內襯保溫比輕質隔熱磚爐襯輕75%以上,比輕質澆注料爐襯輕90%到95%。如采用窯爐內襯保溫可大大減輕窯爐的鋼結構負荷,延長爐體使用壽命。
(2)熱容量(蓄熱量)低:陶瓷纖維的熱容量僅為輕質耐熱襯里和輕質澆注料襯里的l/10左右,而爐襯材料的熱容量與爐襯的重量成正比。低熱容量意味著窯爐在往復操作中吸收的熱量少,同時升溫的速度加快,大大減少了爐溫操作控制中的能源耗量,尤其對加熱爐的啟爐、停爐起到非常顯著的節能效果。

(3)低導熱率:窯爐內襯保溫在平均溫度400℃時,導熱系數小于0.1w/mk,平均600℃時小于0.l5 w/mk,平均1000℃時小于0.25w/mk,約為輕質粘土磚的l/8,為輕質耐熱襯里的l/10,絕熱效果顯著。
(4)施工簡便:施工過程無需留設膨脹縫,施工人員經過基本培訓即可上崗,施工技術因素對爐襯絕熱效果的影響小。
(5)抗熱震及機械震動性能優良:纖維毯及模塊具有柔性和彈性,劉劇烈的溫度波動和機械震動具有特別優良的抵抗性能。在被加熱體能承受的前提下,纖維折疊模塊爐襯可以以任意快的速度加熱或冷卻而且不易破損。
(6)無需烘爐;爐襯施工完畢即可投入使用,無需烘爐程序。
(7)隔音性能好:窯爐內襯保溫降低頻率小十1000赫茲的高頻噪聲,對小于300HZ的聲波,隔聲能力優于常用隔聲材料,能顯著降低噪聲污染。
(8)高熱敏性:窯爐內襯保溫的熱敏性要遠遠好于常規耐火材料爐襯,目前加熱爐一般使用微機控制,纖維爐襯的高熱敏性更適應工業窯爐的自動化控制。
(9)化學性能穩定:陶瓷硅酸鋁纖維屬中性偏酸性材料,除與強酸堿反應外,不被其它弱酸、堿以及水、油、蒸汽侵蝕,與鉛、鋁、銅不浸潤。
(10)使用范圍廣:隨著耐火纖維生產技術及應用技術的發展,窯爐內襯保溫已經實現了系列化與功能化,產品從使用溫度上,可以滿足從600℃至l400℃不同溫度檔次的使用要求。從形態上已逐漸形成了從傳統的棉、毯、氈產品到纖維模塊、板、異型件、紙、纖維紡織品;從纖維棉到纖維噴涂、可塑料、澆灃料等多種形態的一次加工或深加工產品,wq滿足各行業不同工業爐對耐火陶纖制品的使用要求。
綜合窯爐內襯保溫的優越性可見:窯爐內襯保溫模塊代表著工業爐現代化發展的水平,陶瓷纖維爐襯的采用與否,直接決定著爐子的使用效果、產品質量和產量。
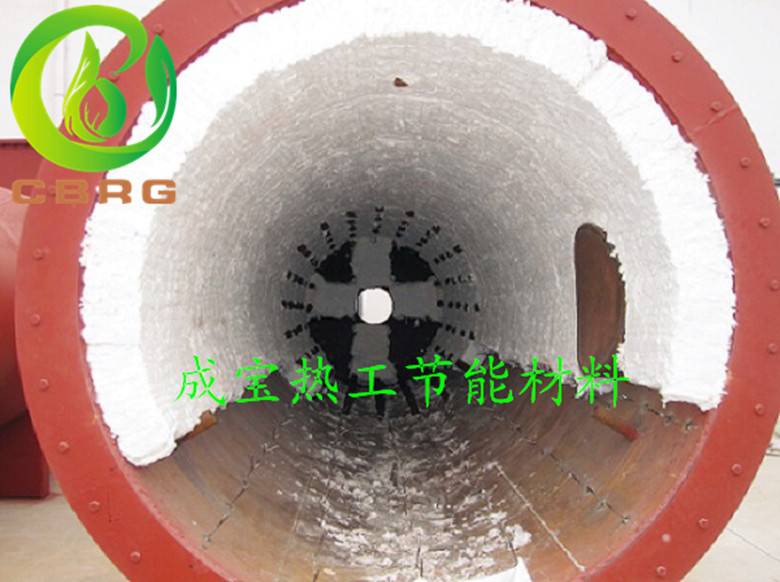
三、陶瓷纖維棉在磚瓦窯爐、工業窯爐中的{gx}應用:
陶瓷纖維材料,具有耐溫、絕熱、質輕、抗熱震等優良特性。用以取代傳統重質耐火材料作為工業爐爐襯保溫材料,能有效強化工業爐絕熱結構,能有效的控制爐體熱損失,實現節約能源的效果。
由于采用陶纖壁襯后,爐壁輕、熱容量低,能有效提高爐子的升溫速度,縮短爐子操作周期,提高爐子作業率和操作的靈活性。 由于爐壁輕,無熱膨脹應力,抗熱震,可顯著的節約筑爐鋼材,實現{gx}、輕型窯爐結構。爐子施工完畢即可升溫投產,無需烘爐程序。
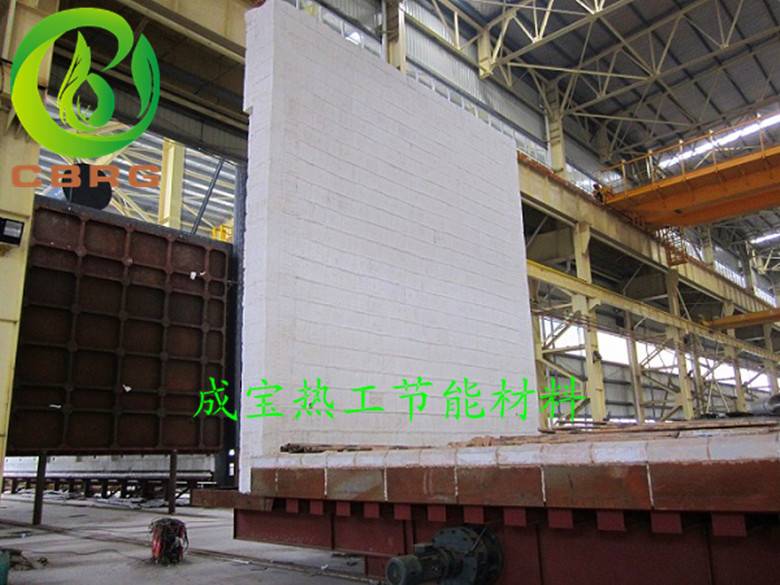
四、窯爐內襯保溫硅酸鋁纖維制品安裝步驟
(1)除銹:施工前鋼結構方需對爐壁銅板除銹,達到焊接要求。
(2)畫線:依據設計圖紙所示陶瓷纖維模塊排布位置,在爐壁板上放線,標出交點處錨固件螺栓的排布位置。
(3)焊接螺栓:根據設計規定,將相應長度的螺栓按焊接要求焊在爐壁板上,焊接時應對螺栓螺紋部分采取保護措施,不得將焊渣濺落到螺栓螺紋的部位,并保證焊接質量。
(4)涂高溫防腐層:依據設計圖紙的規定,在爐壁板及螺栓根部焊縫處均勻涂刷高溫防腐層,涂層厚度按3Kg/m2。涂刷時應對螺栓螺紋部分采取保護措施,不得將涂料濺落到螺栓螺紋的部位。
(5)平鋪毯的安裝:鋪{dy}層纖維毯,然后鋪設第二層纖維毯,一二層毯的接縫相互錯開量應不小于100mm。為方便施工,爐頂平鋪需要用快速卡片做臨時固定。
(5)模塊安裝:
a.將導向套管擰緊到位。
b.將模塊中心孔對準爐壁板上的導向管,垂直于爐壁對模塊均勻用力推入,將模塊緊貼到爐壁板;然后用專用套筒搬手將螺母沿導向套管送至螺栓處,并旋緊螺母。
c.以此類推,安裝其它模塊。
(6)補償條的安裝:模塊按折疊壓縮方向順次同向順排,為了避免不同排模塊之間高溫加熱后纖維收縮出現縫隙,必須在兩排模塊非膨脹方向安放同溫度等級的補償條,以補償模塊的收縮。爐墻補償條依靠模塊的擠壓固定,爐頂補償條采用u型釘固定。
(7)襯里修止:整個襯里安裝完畢,從上到下進行修整。
(8)爐襯表而噴涂:整體襯里安裝完畢,采用我公司的施工工藝和合理配比,在爐襯表面噴涂一層表面涂料。
(9)最終處理:用手表背面將噴射起的毛尖,撬茬壓平,并對特殊部位的模塊進行磨壓。




 廣告
廣告