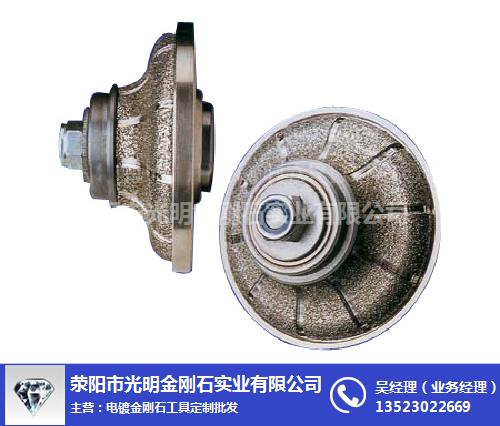
電鍍磨頭簡述電鍍金剛石的五大優點
電鍍金剛石砂輪具有很多的優點,也正是由于這些優點,才讓它擁有不可撼動的地位,那么電鍍金剛石砂輪都具有哪些優點呢?
(1)電鍍金剛石砂輪的工藝簡單,投資少,制造起來也十分的方便;
(2)電鍍金剛石砂輪無需修整,使用起來十分的方便;
(3)單層結構決定了它能夠達到非常高的工作速度,而日前來說在國外已高達250~300m/s;
(4)雖然說只有單層的金剛石,但是金剛石砂輪還是具有足夠的壽命;
(5)對于精度要求較高的滾輪和砂輪,電鍍是{wy}的制造方法。
上述五點就是電鍍金剛石砂輪在高速、超高速磨削中占據著無可爭議的主導地位的主要優點,但是,它同樣也是有缺點的,它的金剛石砂輪顆粒容易在負荷較重的{gx}磨削中脫落,這樣一來就會導致〔或鍍層成片剝落)
而導致整體失效;那么為了增加把持力那么就必須要增加鍍層厚度,而最終的結果就是磨粒裸露高度和容屑空問減小,這樣一來金剛石砂輪就非常容易發生堵來,導致散熱效果差,而且工件表面也容易發生ss,總的來說,電鍍金剛石砂輪優缺點是比較明顯的,在選擇時,要根據自己的需求來。

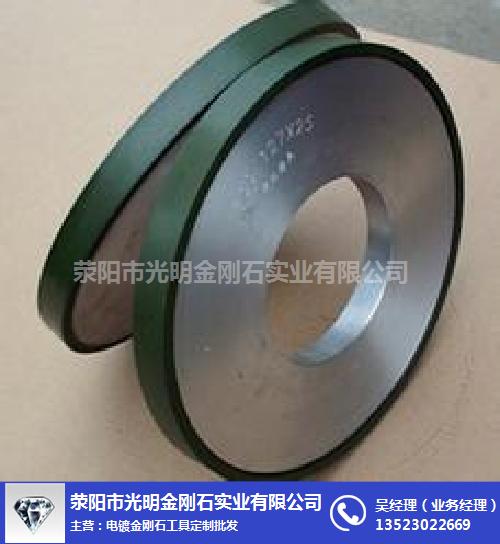
單層釬焊金剛石砂輪
為了充分發揮金剛石的作用,要設法增大結合劑對金剛石的把持力,提高砂輪的結合強度。單層高溫釬焊超硬磨料砂輪能克fu電鍍砂輪的缺點,可以實現金剛石、結合劑、金屬基體三者之間的化學冶金結合,具有較高的結合強度,僅需將結合層厚度維持在磨粒高度的20%~30%就能在大負荷高速{gx}磨削中牢固地把持住磨粒,使釬焊砂輪的磨粒裸露高度可達70%~80%,因而增大了容屑空間,砂輪不易堵塞,磨料的利用更加充分。
在與電鍍砂輪相同的加工條件下,單層高溫釬焊超硬磨料砂輪的磨削力、功率損耗、磨削溫度更低,意味著可達到更高的工作速度,這在300~500m/s以上的超高速磨削中有著特殊的意義。單層高溫釬焊無鍍膜金剛石砂輪加Cr銀基釬料單層釬焊砂輪利用高頻感應釬焊方法,用添加有Cr的Ag-Cu合金作為釬料,在780℃的空氣中釬焊35s,自然冷卻,可實現金剛石與鋼基體間的牢固連接。經X射線能譜及X射線衍射分析發現,Cr與金剛石之間形成Cr3C2,與鋼基體之間形成(FexCry)C,經與不加Cr釬料的對比實驗證明,這是實現合金層與金剛石及鋼基體間都具有較高結合強度的主要因素,并通過磨削實驗證實了金剛石確有較高的把持強度。
該工藝的優點是釬焊溫度低,對金剛石的損傷小,Ni-Cr金單層釬焊砂輪國外金剛石的釬焊工藝是:首先用氧乙炔焊炬在鋼基體上火焰噴涂上一層Ni-Cr合金層,這層活性金屬可作為釬料直接釬焊金剛石磨粒,然后在1080℃的氬氣中感應釬焊30s。
在火焰噴涂合金層的過程中,由于鋼基體表面易氧化,釬焊后結合劑層厚度的一致性和磨料排布的均勻性尚難于有效控制。

金剛石工具已廣泛應用在建筑、建材、石油、地質、冶金、機械、電子、陶瓷、木材、汽車等工業。金剛石工具屬于新興產業,其對傳統工具的替還有很大的空間。當前,中國,韓國已經成為世界金剛石工具生產基地,歐美發達國家還保留少量的gd產能。
以美國為例,我國金剛石產品占其進口量的45%左右,算上韓國大約75%左右。由于金剛石工具的進入門檻不高,國內集中度很低。在石材生產基地會有大量小的工具加工企業,往往只做少數幾種類型的產品,盈利能力與規模化企業相比有較大差距,隨著金剛石工具品類的升級及毛利率的回歸,行業有整合的趨勢.





 廣告
廣告