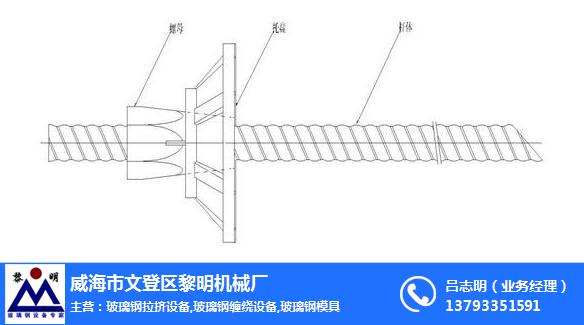
3 、牽引機構
慮到所需牽引力較大(12 ~15T )且運行速度較慢(0.1~1.5m/min)的特點,系統采用了液壓傳動的方式工作。由夾緊油缸夾緊制件后,推力油缸牽引夾持機構在兩個平行的導桿上前行,平穩的將制件牽引出模。
針對工藝中連續平穩不間斷牽引的特點,系統采用了以兩個夾持機構交替牽引的方式進行工作。在一個夾持機構工作循環即將完成前,啟動另一夾持機構,夾緊工件同步工作前行一段距離后再行松開后退,保證牽引的平穩交替。
系統液壓原理圖如圖2 :

通過玻璃鋼拉擠設備,我們可以生產出性能十分優異的拉擠型材,這些拉擠型材具有很高的耐腐蝕性和抗老化性,輕質高強,易保養,并且具有優良的電磁性能和熱學性能。
玻璃鋼拉擠設備生產的拉擠型材具有非常好的耐腐蝕性能,可以在不同程度的酸、堿、有機溶劑以及鹽類等各種氣、液介質中使用,永遠不會生銹,而且還可以根據實際使用場合的介質類型以及溫度要求,來使用玻璃鋼拉擠設備生產鄰苯型、間苯型、乙烯基型等供選擇使用。
玻璃鋼拉擠設備所生產的拉擠型材中所bao含的玻璃纖維含量要遠遠高于其他的符合材料,因此其具有輕質高強的性能特點,而且不易褪色,保養起來十分的容易。
液壓式拉擠機按噸位分類及優點:
根據牽引力的不同,液壓式拉擠機分為:12噸、16噸和20噸。牽引力的大小的選擇取決于玻璃鋼型材的規格。
液壓式拉擠機的好處bao括:簡單和連續運行,經營成本低,可靠性高和生產效率高。
文登黎明機械廠現在生產的液壓拉擠機采用設集成電路來控制,性能可靠,電器故障率低,液壓部分采用雙動力,液壓元件均采用進口zmpp,設備運行平穩,壽命長。
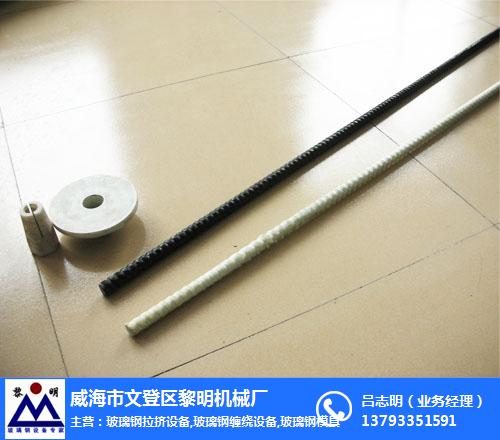
拉擠成型是連續生產具有等截面形狀與尺寸的玻璃鋼型材的一種工藝方法。使這種工藝得以實現的裝置與設備所組成的特定序列即為玻璃鋼拉擠設備,系統依次由紗架、氈架、浸膠槽、模具加熱與夾持裝置、牽引機、切割機等六個部分組成。




 廣告
廣告