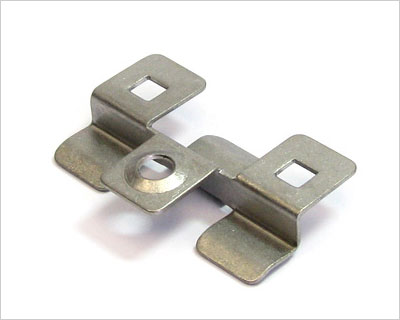
汽車沖壓件的材料選擇,其主要是為冷軋低碳鋼等,其具體來講的話,則是有08F、SPCC及SPCEN等。對(duì)于沖壓件原材料的選擇與確定,其要考慮到的方面,主要是有沖壓成型次數(shù)、材料拉伸范圍以及拉伸長度等。這些,都會(huì)影響到成品的使用壽命等方面。在級(jí)進(jìn)模中,通過沖切沖壓件周邊余料的方法,來形成沖件的外形。沖件產(chǎn)生翻料、扭曲的主要原因?yàn)闆_裁力的影響。沖裁時(shí),由于沖裁間隙的存在,材料在凹模的一側(cè)受拉伸(材料向上翹曲),靠凸模側(cè)受壓縮。當(dāng)用卸料板時(shí),利用卸料板壓緊材料,防止凹模側(cè)的材料向上翹曲,此時(shí),材料的受力狀況發(fā)生相應(yīng)的改變。隨卸料板對(duì)其壓料力的增加,靠凸模側(cè)之材料受拉伸(壓縮力趨于減小),而凹模面上材料受壓縮(拉伸力趨于減小。沖壓件的翻轉(zhuǎn)即由于凹模面上的材料受拉伸而致。所以沖裁時(shí),壓住且壓緊材料是防止沖件產(chǎn)生翻料、扭曲的重點(diǎn)。沖壓件的表面質(zhì)量不應(yīng)高于原材料的表面質(zhì)量,否則需要增加后續(xù)加工才能達(dá)到,增加了生產(chǎn)成本。
沖壓件的尺寸精度一般可分為精密級(jí)與普通級(jí)兩類。精密級(jí)是沖壓工藝技術(shù)上所能達(dá)到的精度,而普通級(jí)是可以用較經(jīng)濟(jì)手段達(dá)到的精度。當(dāng)模具制造精度較高時(shí),沖壓件外形尺寸精度可達(dá)到ITl0級(jí),內(nèi)孔尺寸可達(dá)到IT9級(jí)。沖壓加工是借助于常規(guī)或?qū)S脹_壓設(shè)備的動(dòng)力,使板料在模具里直接受到變形力并進(jìn)行變形,從而獲得一定形狀,尺寸和性能的產(chǎn)品零件的生產(chǎn)技術(shù)。板料,模具和設(shè)備是沖壓加工的三要素。沖壓加工是一種金屬冷變形加工方法。所以,被稱之為冷沖壓或板料沖壓,簡稱沖壓。它是金屬塑性加工(或壓力加工)的主要方法之一,也隸屬于材料成型工程技術(shù)。


二維碼")
版二維碼")
 廣告
廣告