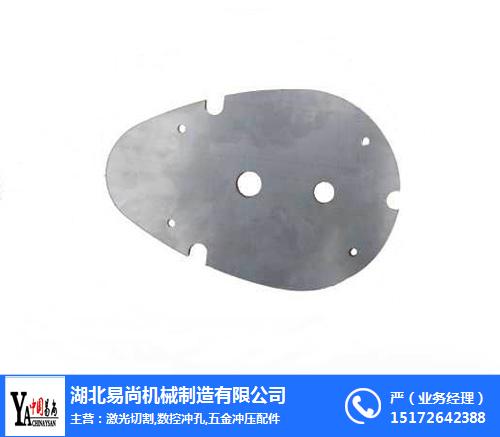
激光切割易出現毛刺?
激光切割機在鈑金加工中已經常見,由于其中工效率高,成品切割質量高,已成為鈑金加工站的標配。但有些客戶在使用使用激光切割機時,切割出來的工件毛刺多,很多人以為是激光切割機產品的質量問題,其實不盡然。
氣體就是在當工件照射面氣化后,吹掉工件表面的熔渣,如果不使用氣體的話,熔渣冷卻后,就會形成毛刺附在切割面上。因此,氣體的純度要高,可以換一家質量高一點的氣體供應商,氣體的純度很關鍵,不要用鋼瓶氣,因為經過兩次灌裝,純度不好,還浪費氣體。


另一個原因就是設備本身的質量問題,還有就是參數設定因素,所以當客戶在購買激光切割機后,要讓有經驗的操作員調試好設備。所以要盡量把切割參數調到佳,氣壓流量焦距切割速度什么的,要經過多次調整,靠機器提供的參數是割不出質量高的工件的。如果一件材料出現了毛刺,那么這件材料就可以定性會次品了,毛刺越多,那么質量自然就越低.
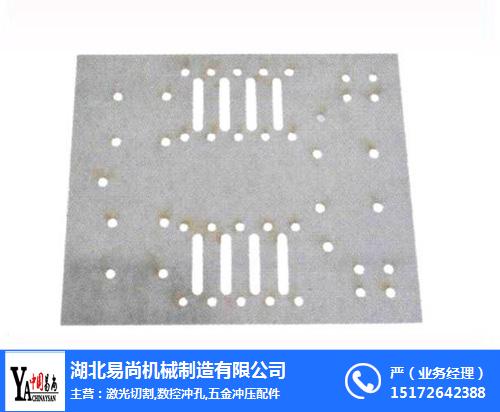
激光切割機是鈑金加工的一次工藝革命,是鈑金加工中的“加工中央”;激光切割機柔性化程度高,切割速度快,出產效率高,產品出產周期短,為客戶贏得了廣泛的市場,該技術的有效生命期長,國外超過2毫米厚度的板材大都采用激光切割機,很多國外的專家一致以為今后30-40年是激光加工技術發展的黃金時期。


一般來講,建議以12mm以內的碳鋼板、10mm以內的不銹鋼板等金屬材料切割推薦使用激光切割機。激光切割機無切削力,加工無變形:無刀具磨損,材料適應性好:無論是簡樸還是復雜零件,都可以用激光一次精密快速成型切割:其切縫窄,切割質量好,自動化程度高,操縱簡便,勞動強度低,沒有污染:可實現切割自動排樣、套料、進步了材料利用率,出產本錢低,經濟效益好。
激光切割機選購要考慮的因素很多,除了要考慮目前加工工件的大尺寸、材質、需要切割的大厚度以及原材料幅面的大小外,更多的需要考慮未來的發展方向,比如所做產品的技術改型后要加工的大工件大小、鋼材市場所提供材料的幅面針對自己的產品哪種最省料,上下料時間等等。
激光切割鋼材時,氧氣和聚焦的激光束是通過噴嘴射到被切材料處,從而形成一個氣流束。對氣流的基本要求是進入切口的氣流量要大,速度要高,以便足夠的氧化使切口材料充分進行放熱反應;同時又有足夠的動量將熔融材料噴射吹出。因此除光束的質量及其控制直接影響切割質量外,噴嘴的設計及氣流的控制(如噴嘴壓力、工件在氣流中的位置等)也是十分重要的因素。如今激光切割用的噴嘴采用簡單的結構,即一錐形孔帶端部小圓孔。通常用實驗和誤差方法進行設計。由于噴嘴一般用紫銅制造,體積較小,是易損零件,需經常更換,因此不進行流體力學計算與分析。在使用時從噴嘴側面通入一定壓力Pn(表壓為Pg)的氣體,稱噴嘴壓力,從噴嘴出口噴出,經一定距離到達工件表面,其壓力稱切割壓力Pc,{zh1}氣體膨脹到大氣壓力Pa。研究工作表明隨著Pn的增加,氣流流速增加,Pc也不斷增加。





 廣告
廣告