產品設計依據國家標準和相關標準有關的之規定,以及用戶需求的技術規格和要求。
1.1設備基本技術規格參數
|
序號
|
名 稱
|
規 格 型 號
|
數 量
|
安裝地點
|
備 注
|
|
1
|
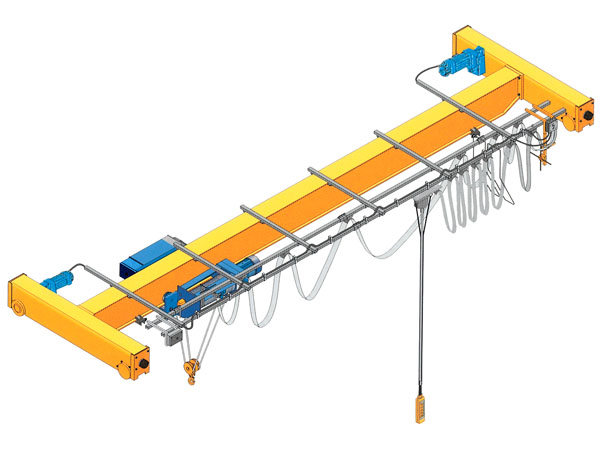
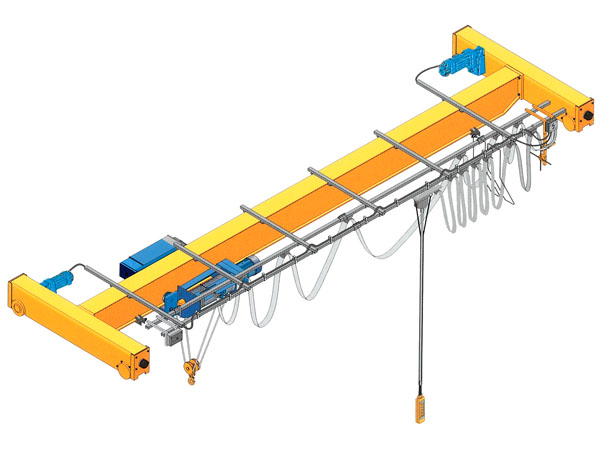
單主梁吊鉤門式起重機
|
20/5t×18m
|
1
|
室外
|
|
2、技術論述
我廠是國家起重機專業制造廠家,產品設計工作由廠技術處負責,根據需方提供的技術規格參數及設備的使用環境,嚴格按標準規定要求,采用CAD優化設計,按GB/T14405的標準規定制造。
2.1起重機組成說明
該起重機為中級(A5)工作制,主要由橋架、大車、運行機構、小車、電氣設備等組成,橋架采用單梁箱型焊接結構,大車運行機構采用分別驅動,全部機構均在操縱室內操縱。
①供電方式:小車采用軟纜供電,大車采用滑觸線供電。
②為防止傾翻和大車滑行,特設置手動別軌器及地錨固定。
③為了安全使用,在起重機上裝有避雷裝置。
④窗戶安裝玻璃,能開戶玻璃易擦潔更換,內設凸輪控制器,操作方便。
2.2主要技術參數(見投標設備技術性能參數表)
3、設備關鍵零部件選用
3.1電動機均采用YZR系列冶金及起重機專用三相異步電動機。額定電壓380V,頻率50HZ,絕緣等級F級,防護等級IP44。該系列產品具有較大的過載能力和較好的機械強度,適用于頻繁起動、制動,有時超負荷及具有顯著振動與沖擊的起動的設備。
3.2制動器采用YWZ系列液壓推桿常閉式制動器,該系列產品具有運行安全可靠、使機構得以平穩制動的機械制動裝置、使用壽命長、維修方便等優點,符合GB6333-86標準要求。
3.3減速器采用ZQ型和ZSC型減速器,符合ZBJ19010標準要求。滿足減速器使用壽命。
3.4起重吊鉤采用鍛造的吊鉤,符合GB1051的標準要求,其材質滿足GB699-65《優質碳素結構鋼號和一般技術條件》中規定的20鋼。
3.5滑輪采用鑄造件,材質為HT150,滿足ZBJ80006-87《起重機用鑄造滑輪》滑輪與鋼絲繩直徑比值h2不小于22.4。
3.6卷筒組采用鑄造卷筒,材質不低于HT200的鑄鐵制造,符合ZBJ80007-87《起重機用鑄造卷筒》標準。
3.7鋼絲繩采用6W(19)型起重機械用鋼絲繩,符合GB1102-74《園股鋼絲繩》,強度一般為1400~1700N/mm2之間,按機構的工作級別選擇安全系數h=5~7,保證了其使用壽命。
3.8車輪組符合GB4628-84《橋式起重機園柱車輪》標準,車輪材質為ZG50SiMn,熱處理硬度,踏面HB≥300~380,深20mm處HB≥260。
3.9起升機構用制動輪,材質不低于GB699中規定的45鋼。表面熱處理硬度為45~55HRC,深2mm處的硬度40HRC。
3.10重要構件,主梁、端梁、小車架采用GB700-88標準和GB1591-88標準中規定,按表選取。
|
構件類別
|
重要構件
|
其余構件
|
|
工作環境溫度
|
不低于-20℃
|
低于-20~25℃
|
不低于-25℃
|
|
工作級別
|
A1-A5
|
A6-A7
|
A1-A7
|
A1-A7
|
|
鋼材
|
δ≤200mm
|
Q235-BF
|
Q235-B
|
Q235-D
|
Q235-AF
|
|
牌號
|
δ≥200mm
|
Q235-B
|
Q235-C
|
16Mn
|
4、起重機主要工藝措施
4.1原材料進廠嚴格檢驗,入庫前進行質量證明,驗收合格原始憑證的檢查,并抽樣理化性能檢驗,合格后方可入庫。
4.2鋼材預處理,起重機所用的鋼板及型鋼都采用噴丸除銹處理,鋼板表面的除銹達到GB8923標準中的Sa2.5級,型鋼為S3級,并涂底漆進行防銹處理。
4.3起重機主要構造、型式、配置要求
主梁采用箱型結構,主要上拱度按中上限制作,跨中上拱度應為S(1.0-1.4)/1000,小車鋼軌設置在主腹板上,上腹板的上部采用T型鋼。主梁側面安裝走臺。
單梁門式起重機單獨設置走臺、安全護欄、小車導電滑架等。
走臺、平臺、欄桿、梯子等按照有關安全規程及設計規范要求設計制造,平臺、走臺四周安置高度不小于70mm防護板,欄桿高度不小于1050mm。
4.4支腿的加工
4.4.1支腿蓋板和腹板下料采用劃線,切割機進行切割。
4.4.2支腿的焊接有拼焊工藝和拼接工藝,通過焊接順序的合理安排,減少起重機的焊接變形。
4.4.3支腿的復蓋板的對接焊縫全部采用埋弧自動焊。
4.5橋架的加工
4.5.1腹板及上蓋板的下料采用微機控制的切割機進行切割,可根據不同的跨度的工作條件割出二次曲線、四次曲線及二、四曲線的迭加曲線,有效地保證了起重機的預制拱度,使預制拱度與起重機上拱曲線相吻合。
4.5.2主梁的焊接有拼焊工藝和拼焊工裝,通過焊接順序的合理安排減少起重機的焊接變形。
4.5.3主梁腹板和上、下蓋板的對接焊縫全部采用埋弧自動焊,主梁和端梁的縱向焊縫全部采用微機控制在二氧化碳氣體自動保護焊,焊質全部進行{bfb}探傷。
4.6小車加工
小車是起重機吊運物品的機構,主要有小車架、運行機構和卷揚機構組成,小車架的加工是關鍵,它的質量直接影響到小車輪的安裝和小車的運行性能,小車的焊接、彎板對焊、小車翻轉等專用工裝設備,有一套控制小車焊接變形的加工工藝。
4.7大車運行機構
采用分別驅動的形式,車輪采用雙輪緣結構,軸承座采用角型軸承箱形式。




 廣告
廣告