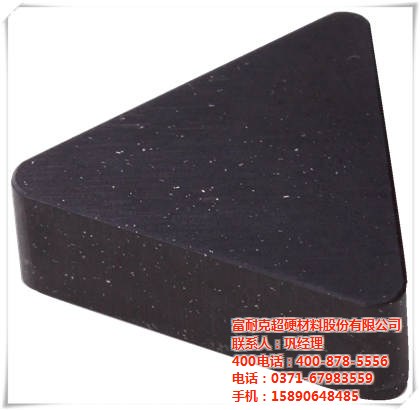
CBN刀具按添加成分分:有直接由CBN單晶燒結(jié)而成的PCBN和添加一定比例粘結(jié)劑的PCBN燒結(jié)體兩大類;按制造復(fù)合方式分:有整體PCBN燒結(jié)塊和與硬質(zhì)合金復(fù)合燒結(jié)的PCBN復(fù)合片兩類。目前應(yīng)用較廣的是帶粘結(jié)劑的PCBN復(fù)合片,根據(jù)添加的粘結(jié)劑比例不同則PCBN硬度也不同,粘結(jié)劑含量越多則硬度越低、韌性越好;粘結(jié)劑種類不同,則PCBN的用途也不同。


車削一般分粗車和精車(bao括半精車)兩類。粗車力求在不降低切速的條件下,采用大的切削深度和大進(jìn)給量以提高車削效率,但加工精度只能達(dá)IT11,表面粗糙度為Rα20~10微米;半精車和精車盡量采用高速而較小的進(jìn)給量和切削深度,加工精度可達(dá)IT10~7,表面粗糙度為Rα10~0.16微米。在高精度車床上用精細(xì)修研的金剛石車刀高速精車有色金屬件,可使加工精度達(dá)到IT7~5,表面粗糙度為Rα0.04~0.01微米,這種車削稱為'鏡面車削'。如果在金剛石車刀的切削刃上修研出 0.1~0.2微米的凹、凸形,則車削的表面會(huì)產(chǎn)生凹凸極微而排列整齊的條紋,在光的衍射作用下呈現(xiàn)錦緞般的光澤,可作為裝飾性表面,這種車削稱為'虹面車削'。

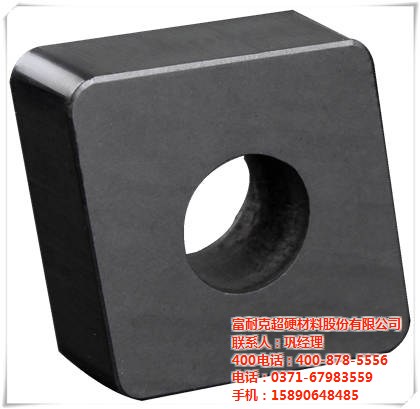
刃口:就是切削刃,前刀面(倒棱面)與后刀面的交線,是承受切削力和切削熱的主要位置,刀片材料確定后,是影響切削性能的最重要因素!
超硬刀具是現(xiàn)工程材料的加工在硬度方面提出的更高要求而應(yīng)運(yùn)而生,20世紀(jì)的后40年中有了較大的發(fā)展。超硬材料的化學(xué)成分及其形成硬度的規(guī)律與其他刀具材料不同,立方氮化硼是非金屬的硼化物,晶體結(jié)構(gòu)為面心立方體;而金剛石由碳元素轉(zhuǎn)化而成,其晶體結(jié)構(gòu)與立方氮化硼相似。它們的硬度大大高于其他物質(zhì)。


二維碼")
版二維碼")

超硬刀具、超硬刀具、富耐克CBN超硬刀具(多圖)")