鉚接機通用指導
鉚接機的鉚頭也稱之為鉚接機模具、鉚模、上模等等,比較常見的鉚頭它是一個階梯軸類的零件,鉚頭一頭的軸端插入鉚接機的鉚頭安裝孔,另一端則和鉚釘直接接觸,通過制造不同類型的鉚頭的形狀,我們可以控制鉚釘成型的形狀和尺寸。除了控制鉚釘成形的形狀尺寸外,鉚接后的鉚釘表面光潔度也是主要由鉚頭決定的,鉚頭表面的光潔度越高,鉚釘表面的光潔度也就越高,比方將鉚釘鉚接出鏡面效果就wq可以實現!
1、鉚接機加工前后鉚釘的體積是不變的,因此一旦鉚釘規格選定后,鉚接變形后的尺寸實際上就已經被確定了,我們以前碰到過一些初入門的鉚接工藝技術人員,在設計鉚接工藝時,對鉚接后鉚釘的高度,直徑都做了規定,但是實際操作中無論如何鉚接,都達不到設計的尺寸,原來設計人員設計的鉚釘變形后的體積大于鉚釘的體積,造成這樣的原因實際上就是違背了鉚接過程體積不變的常識。9 Y$ [+ u7 I1 R/ d
2、每一臺鉚接機其鉚頭的長度都是固定的,鉚頭的長度不能任意改變。鉚接機的模具不同于其他液壓設備,其長度是有嚴格規定的。 鉚接機工作狀態是否穩定很大程度上取決于鉚頭長度是否符合規范! 很多客戶使用鉚接機時,因為鉚接質量下降,會時不時將鉚頭拔出打磨一下,也有些客戶嫌鉚接長度不夠,在鉚頭插入軸上裝入墊片以加長鉚頭長度,這樣的做法都是不對的,其結果會對鉚接機的零件造成嚴重損壞,再看過這篇文章后,如果你的生產現場還有我上面舉例的情況出現,請立即加以糾正。







擺輾鉚接機
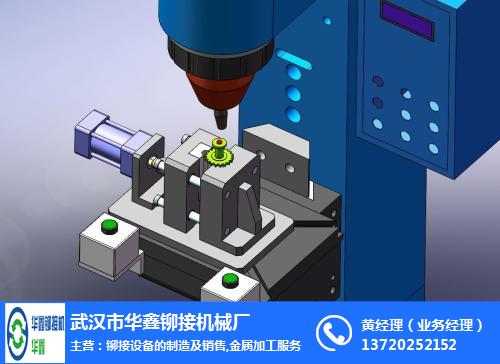
擺輾鉚接機|旋鉚機(擺碾鉚接機)該設備是依據90年代先進技術而生產的新興設備,它的低耗十分少,操作方便替代了傳統落后手鉚、沖鉚、熱鉚 等工藝,可以實現鉚釘的無加熱快速成形,是體現企業加工、生產能力的重要設備。
電機通過聯軸器將運動傳遞主軸,同時液壓系統驅動活塞連同主軸向下施壓,當鉚頭接觸到鉚釘時,鉚頭圍繞鉚釘中心線(即主軸中心線)公轉,同時鉚頭在切向力的作用下自轉,從而形成輾壓運動將材料擠壓成型。




旋鉚機冷碾鉚接法,就是利用鉚桿對鉚釘局部加壓,并繞中心連續擺動直到鉚釘成形的鉚接方法。按照這種鉚接法的冷碾軌跡,可將其分為擺碾鉚接法和徑向鉚接法。
擺碾鉚接法就是鉚頭對工件首先進行點接觸邊通過氣缸或液壓缸對工件表面加壓同時進行360度的輾壓,使工件表面瞬時變形而產生鉚合的效果。
自動化,gaq。以壓縮空氣為動力源,利用空油轉化,可達到高速度,高出力要求,出力容易調整,改善了傳統油壓壓床的缺點。
全自動控制系統提供雙手操作,設有急停和上下點動功能,可實時了解設備運行狀況,有利于發揮設備良好性能。減少了停機和檢修的時間,節省了人力操作,增加了安全系數






 廣告
廣告
、江西臺式鉚接機、鉚接機")