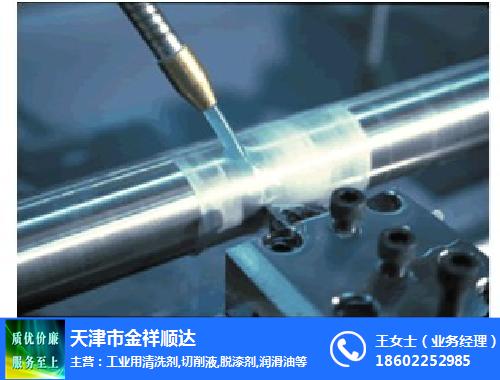
【金祥順達向您推薦明星產品--切削液】
防銹:
在金屬切削過程中,工件要與環境介質及切削液組分分解或氧化變質而產生的油泥等腐蝕性介質接觸而腐蝕,與切削液接觸的機床部件表面也會因此而腐蝕。此外,在工件加工后或工序之間流轉過程中暫時存放時,也要求切削液有一定的防銹能力,防止環境介質及殘存切削液中的油泥等腐蝕性物質對金屬產生侵蝕。特別是在我國南方地區潮濕多雨季節,更應注意工序間防銹措施。

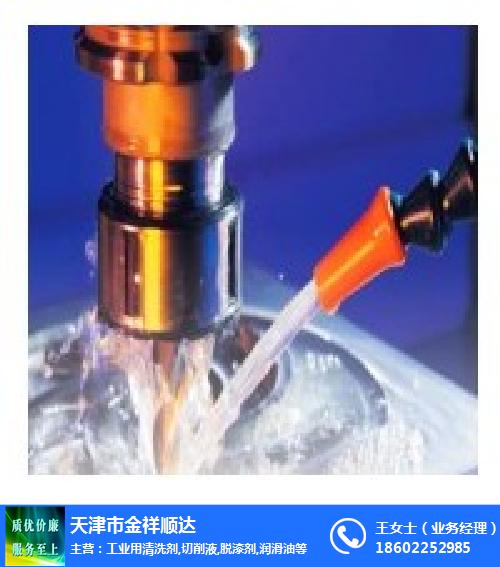
【金祥順達向您推薦明星產品--切削液】
區別:
油基切削液的潤滑性能較好,冷卻效果較差。水基切削液與油基切削液相比潤滑性能相對較差,冷卻效果較好。慢速切削要求切削液的潤滑性要強,一般來說,切削速度低于30m/min時使用切削油。
區別:
化學合成切削液的優點在于經濟、散熱快、清洗性強和極好的工件可見性,易于控制加工尺寸,其穩定性比乳化液強。潤滑性欠佳,這將引起機床活動部件的粘著和磨損,而且,化學合成留下的粘稠狀殘留物會影響機器零件的運動,還會使這些零件的重疊面產生銹蝕。

【金祥順達向您推薦明星產品--切削液】
切削液的歷史:
切削液是金屬切削加工的重要輔助性配套材料。切削液(3張)人類使用切削液的歷史可以追溯到遠古時代。人們在磨制石器、銅器和鐵器時,就知道澆水可以提高質量。在古羅馬時代,車削活塞泵的鑄件時就使用橄欖油,16世紀使用牛脂和水溶劑來拋光金屬盔甲。從1775年英國的約翰·威爾金森(J.wilkinson)為了加工瓦特蒸汽機的汽缸而研制成功鏜床開始,伴隨出現了水和油在金屬切削加工中的應用。到1860年經歷了漫長發展后,車、銑、刨、磨、齒輪加工和螺紋加工等各種機床相繼出現,也標志著切削液開始較大規模的應用。




 廣告
廣告
")